浙江正泰集团始创于1984年,是全球知名的智慧能源解决方案提供商。集团积极布局智能电气、绿色能源、工控与自动化、智能家居等产业板块,形成了集“发电、储电、输电、变电、配电、售电、用电”为一体的全产业链优势。业务遍及140多个国家和地区,全球员工超3万名,年营业收入达893亿元,连续20年上榜中国企业500强。

2020年,正泰集团旗下的正泰电气股份有限公司嘉兴分公司投产了意大利普玛宝公司制造的一条LPBB(激光切割+冲压+缓冲+折弯)的柔性化钣金生产线,用来生产中高压和低压电气开关控制系统。这条线的情况如何呢?我们采访了正泰电气嘉兴工厂的生产部技术主管盛利东先生和普玛宝的陈利平先生。
MFC:请简单介绍一下采购本条生产线的正泰电气股份有限公司的简单情况。

盛利东:正泰电气是正泰集团的子公司,是一家具备总包服务能力的输配电整体解决方案供应商,为中国本地及全球140多个国家能源、工业、基础设施及民用领域的用户提供产品和专业解决方案与服务。正泰电气凭借2020年88.9978亿元的营业收入,再次入选“2021上海企业100强”企业。
正泰电气主要生产和销售110~500kV电力变压器、10~35kV配电变压器、126~252kV气体绝缘金属封闭开关设备(GIS)、高压断路器和隔离开关、500kV及以下避雷器、互感器、绝缘子,0.66~40.5kV成套开关设备、箱式变电站、配电自动化设备、以及35kV以下电线电缆等产品,并可承接电力工程总包业务。
2019年,位于嘉兴的正泰智慧能源华东科创产业园由正泰电
气股份有限公司投资开始兴建,项目总投资约35亿元,规划用地约421亩,总建筑面积约35万平方米。项目将建设成为智慧能源产业示范基地,致力于面向全球中高端行业用户提供智能电气设备、智能制造与加工中心、智能制造及数字化工厂示范基地、智能微电网示范等项目以及科创产业开发与孵化运营。正泰电气到2025年项目全部达产后可实现年产值100亿元,实现年税收3亿元。
MFC:正泰电气定制的由普玛宝生产的这条LPBB生产线的构成是什么样的?
盛利东:正泰电气和普玛宝2012年就开始合作,购置了大量普玛宝的自动化钣金加工设备。这次科创园投资选择了普玛宝的LPBB智能数字化柔性生产线,包括一套双列40米智能立体料库、一台激光冲床复合机CS1225设备(含自动上料系统,自动分拣系统)、板材自动翻面功能、自动插单单元、一台EBe2720系列折弯中心(含自动上下料及分拣码垛系统)、一套安全防护系统、一套料库管理系统及一套中央控制系统,共同组成了自动化柔性钣金生产线FMS系统。
其中,双列40米COMBOTOWERLASER智能立体激光机专用料库内嵌有二维激光机上下料功能的灵活存储系统。激光机专用料塔是材料流自动化的关键模块,能随时自动及时地供应所需的不同材料,可存储已切好的部件和框料。该激光机料库支持直接从托盘架上提取原材料,或连同木质托盘一起提取原材料,可根据生产要求选择托盘架的间隔和堆码高度。
激光冲床复合机CS1225设备:包含LD+LST大工件自动上料码垛卸料系统,自动分拣系统、板材自动翻面功能、自动插单单元。这是一台现代化的数控复合机,配有伺服电动轴,能源效率高,维护要求低,操作速度快。刀具容量大,能够提供各种特殊刀具冲孔和立体成形,并且无论是设置还是转换刀具都简单快速,带来极高的生产力。
这台机床的轴行程2500mm,板材尺寸2500mmx1250mm,冲压力17~23t,冲孔速度700l/分钟,板料移动速度108米每分钟,满足正泰电气的中低压开关柜加工的大部分需求。
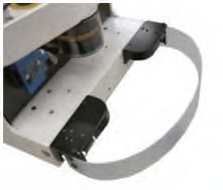
EBe2720系列折弯中心:这是全自动伺服电动技术,高度的自动化水平和高度的个性化定制的机床,含自动上下料及分拣码垛系统、BTD自动翻转装置加两个加强小车和PCD自动插单装置,还有USS自动码垛卸料系统,最大加工范围为2720毫米。
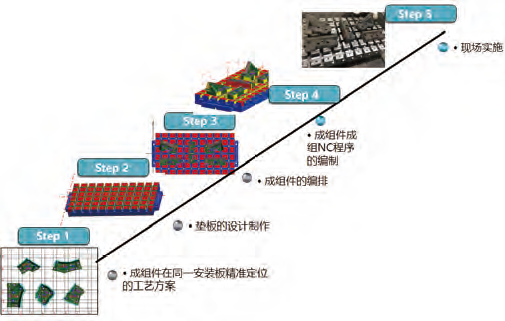
这条柔性生产线的工作流程是这样的:
第一步,原材料上料入库
人工使用叉车将最多可承重3吨、放满板材的托盘放置在料库上料位置,堆垛机自动将托盘放入立体料库指定库位。
第二步,仓储自动送料冲切加工系统
板材加工前由堆垛机自动运送至激光冲床复合机上料位,上料位配置板材分张器,由上料机械手将板材吸起,吸起后进行单张厚度检测,检测无误后将板材输送至激光冲床复合机上料位进行板材定位。此时伺服夹钳机构夹住板材进行加工,实现特殊不规则形状激光切割、冲孔、切边、滾筋、凸包成型、攻丝或凸台等立体冲压的工序加工,实现一次定位,改变以前激光切割机和压力成形机的分开的两次加工工序,减少了物料上下流转的辅助时间,一次定位提升了加工精度。
第三步,自动码垛及入库系统
加工一个零件后分拣系统立即取走该工件,并完成码垛工作,该种零件加工完成并码垛到指定高度后,板材自动输送至料库,加工完成后的板材由伺服夹钳机构运送至下料输送位置,完成骨架余料收集。
第四步,I/O插单系统和翻转机构
料库系统配置线外插单功能,线外半成品通过插单入口进入,翻面机构进行翻面工作,料库中的半成品也可以直接进入翻面系统进行翻面后进入折弯中心进行折弯。
第五步,自动折弯系统
折弯中心将送过来的零件进行折弯加工,自动调整间隙和长度。结束后自动分拣码垛,由叉车直接整堆取走。
MFC:这条柔性线使用之后,和原来的生产线相比有哪些提升呢?

盛利东:我们这条生产线主要用来生产KYN28A、KYN61、XGN2、XGN77、XGN15、NXL、NGC8、NMNS、GCS、GCK1、SIVACON8PT、MDmax等系列精密低压开关柜、环网柜、间隔柜和猎头柜等产品,主要给国家电网、机场、铁路、石油化工、数据中心等国内重点工程配套。
使用LPBB柔性线之后,效率和质量获得了显著的提升。首先,材料自动出入库,加强了材料管理,提升了管理和运行水平,减少了库存和流转时间,减少材料的浪费和流失,这在最近两年原材料暴涨的背景下,尤为重要。
冲激一体式复合一次加工,通过装夹装置夹持,实现切割和冲压成形两种工艺,节省了上下料的物料流转时间,也让加工精度更有保障,产品的合格率增加,废品率减少。
折弯自动化之后,大大减少了人工误差,降低了工人的劳动强度,同时将产品的一致性精度提升到更高水平。

折弯效率获得显著提升,尤其是折弯背板门板2.5米大工件,原来需要3~4人抬板配合折弯,费时费力,现在新的生产线上折弯,效率是原有折弯机加工的5倍。LPBB整线只需要单班2人即可,原有的单机产线需要单班16人,才能达到同样产能,新线节省了14人,由此节省了人力成本是非常可观的,要知道,折弯工是钣金工厂工资最高的工种之一。
这条线在不同品种之间切换也非常方便,强大的插单装置和软件系统,让小批量多品种的订单能很快完成。这条生产线是定制化的生产线,和我们产品的匹配度极高,因为维护运行成本也很低。
MFC:正泰电气所从事的低压电行业有什么特点?对生产线有什么特殊要求?
盛利东:低压电器产品具有量大面广、品种繁多的特点,具备下游分散且广泛、每隔数年需重新购买、需求长期持续存在等特性,其本质是工业消费品。这是一个充分国际竞争、市场化程度高的行业,形成了跨国公司与各国国内本土优势企业共存的竞争格局。中国是全球增长最为迅速的庞大低压电器市场,全社会用电量稳定增长,5G通信和新能源带来增量需求,自然更换和智能化升级需求持续增长。
正泰电气是低压电器行业的龙头企业,具有营销网络优势、品牌优势、技术及管理优势和成本优势,持续受惠于行业的结构性变化,开拓国际市场的后发优势。目前低压电器行业规模逾800亿元,正泰的市场占有率排名第一,大约占据19%的市场份额,预计低压电器行业将保持10%增长,而正泰的低压电器市占率将持续提升。
这些特点意味着,在制造端,我们的生产线既要能高效稳定大批量生产量产的标准产品,也要能很快交付小批量多品种的订单。
国产低压电器产品性能逐渐接近外资,当前价格差异主要源自品牌,国产品牌已经越来越多被下游用户认可。行业出现了强者恒强的趋势,市场从1000多家中小企业向头部大企业集中。正泰电气已经进入中国移动、华为等行业龙头客户核心供应链。正泰不仅提供低压电器,更可提供智能电气解决方案,这正是公司核心竞争力,公司已陆续为牧原等数个大客户提供相应产品。在国内低压电器下游分类中,正泰已在电网、建筑、工业OEM和个人用户四个应用领域享有最高份额,持续展示出强大的品牌影响力和市场美誉度。

而要赢得这些大客户的订单,价格、品质和交货期都要做到极致,各种柜体常常需要在条件恶劣的环境中工作,经受高温、高冷、潮湿、风吹日晒、沙尘侵蚀、盐雾腐蚀等恶劣条件的考验。这些对钣金柜体的结构强度、加工精度、表秒处理和密封性等诸多指标有远超普通柜体的要求。任何一个环节的疏忽,将给下游客户带来不可弥补的损失。
这也是我们投资普玛宝的LPBB柔性生产线的根本原因,高效稳定的柔性线让正泰电气获得更强的竞争力。非常感谢普玛宝团队的积极响应和辛勤付出,现场解决了大量的技术难题,让生产线如期顺利投产。