伴随着互联网的产业升级,对 工业制造的智能化提出了更高的需 求,冲压设备是汽车生产的重要环 节,能够颠覆传统的被动维护模式, 应用前沿,准确的预测模型,进行智 能的维护,将大幅度的提高维修效 率,并能根据智能化的数据判断零部 件的使用寿命,提高备件的使用周 期。通过本文可以了解到智能的振动 监测系统,在冲压机上的应用效果验 证,开启自动化生产线的维护新模 式。
冲压车间采用的国产 JIER 自动化 冲压线(如图一所示)由 5 台压机组成, 头台压机吨位为 2100T,后续每台压机 的吨位为 1200T,每台压机都是从压机 的主电机获得主动力来源,经过飞轮, 高速传动轴,二级轴,两对偏心轮的传 动(如图二所示),驱动曲柄连杆,带 动压机滑块进行往复的运行。
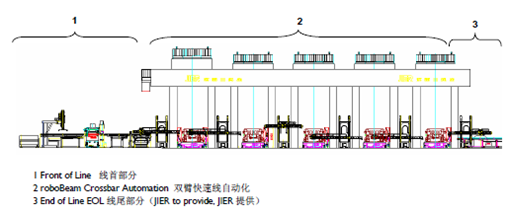
图一 Jier 压机线整线结构
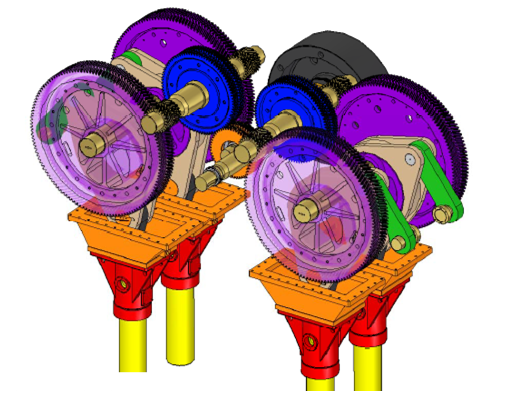
图二 压机齿轮箱内部传动机构
然而冲压生产是整车制造的第一道工序,承担着汽车车身各大型覆盖件和 内部结构件的生产,冲压设备具备如下 特点:1. 设备大型化,造价高;
2. 设备运行时承受冲击振动大,故 障较多;
3. 不便于日常巡检;
4. 故障维修时间长,费用大,造成 停机损失。

作为维护人员无法及时的掌握设备 的运行状态,只能根据平时定期检修的 检查,和运行过程中的监听异响来判断 是否出现了异常,然而当设备已经传递 出了高频的异响,已经表示设备进入了 严重的异常情况,而这种动力传递的齿 轮箱内部出现异常,维修时间和维修难 度都将提升。在这种情况下,通过技术手段随时的掌握压机齿轮箱内部传动机构的运行 状况,将给我们在维护上提供可靠的保 障,而且可以根据监控数据的预测,评 估我们当前的设备是否可以继续可靠运 行。这样在设备初期出现故障趋势的前 端,我们就可以发现设备进入了异常状 态,有效的防止了因单一结构件出现问 题,导致的传动系统连锁故障的出现, 而齿轮传递内部损坏将造成高昂的维修 费用和备件费用。
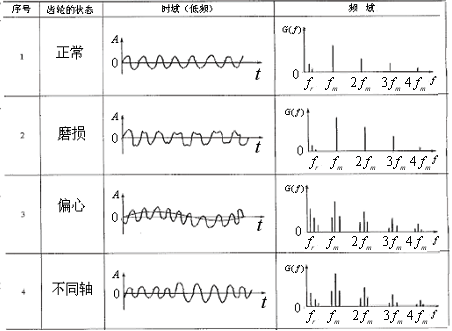
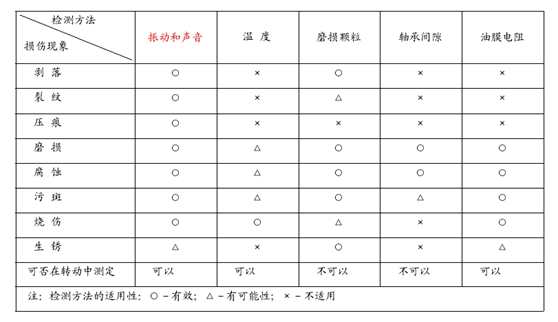
根据振动传感器采集的时域和频域的特征性曲线,分析齿轮的运行状态齿轮故障的理论诊断方法
根据齿轮装置故障检测参数的有效 性,振动参数能够全面的监测齿轮的故 障类型,对比其他参数,振动的灵敏度更高。
根据齿轮振动特征频率的计算
1. 齿轮及轴的转动频率 fr=n/60 Hz2. 齿轮的啮合频率 fm=(n/60)*z Hz
3. 有固定齿圈的行星轮系,啮合频 率为 fm=Zr(nr+nc)/60Hz
Zr―任一参考齿轮的齿数 nr―参考齿轮的转数 nc―转臂的回转速度,当与参考齿轮转向相反时取正号,否则就取负号
轴承故障的理论诊断方法
同样根据滚动轴承的损伤现象和检 测方法的有效性,如图,振动信号可以 检测出轴承损伤的绝大多数的现象。
根据公式: 设轴承外圈固定,内圈(即轴)的旋转频率为fs,轴承节径为D,滚动体直径为d,接触角为α,滚动体个数为z。 假定滚动体与内外圈之间纯滚动接触。
1. 滚动体的公转频率为
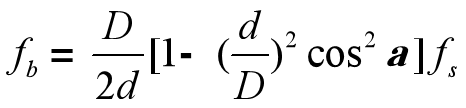
2. 滚动体的自转频率为
3.z 个滚动体与外圈上某一固定点 接触的频率为
4. z 个滚动体与内圈上某一固定点 接触的频率为

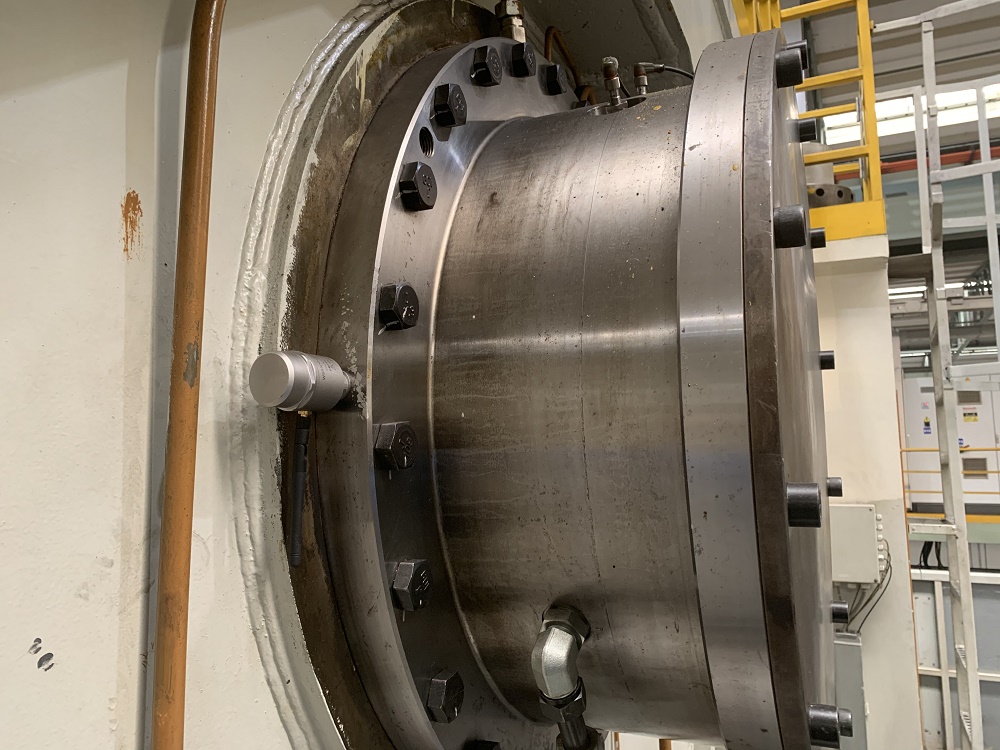
现场实际应用
现场在压机齿轮箱以传动机构布置 振动传感器,实时监测设备齿轮箱内震动情况。


驱动端与二级轴的传感器分布

高速轴与偏心轴轴承位置传感器分布
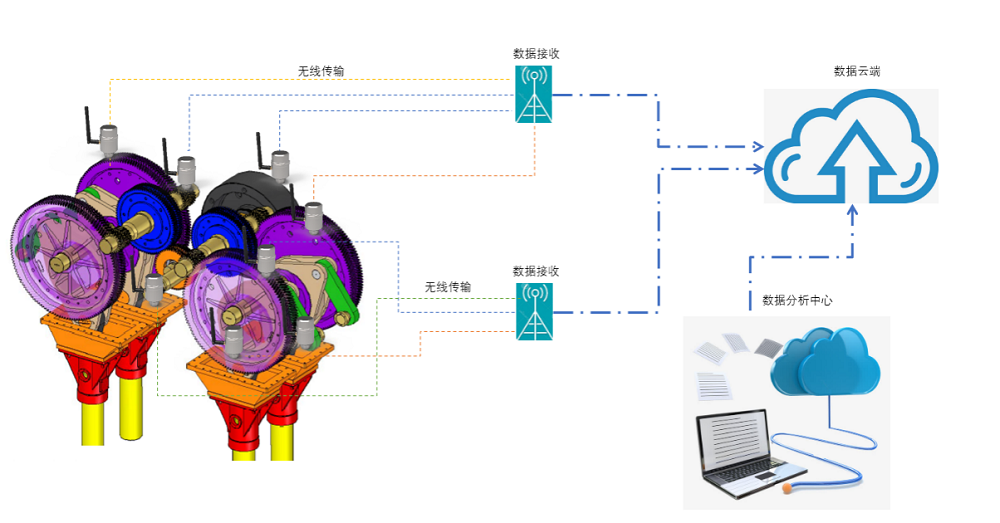
通过无线传感器的实时采集,无线传输到数据接收端,按照固定的采集周 期将数据同步到数据云端,相关人员将 对振动数据进行分析,来判定当前传动 系统的振动情况与健康状态,数据传输 情况如图。
现场诊断案例
相关数据: 电机额定转速:1487 rpm/min
电机额定功率:480kW 电机轴承:驱动端 6220C3
非驱动端 6220C3VL0241
轴承座轴承型号:驱动端 NSK NU234EM 非驱动端 22236CDE4
齿轮箱输入轴:驱动端 NSK R530-1 非驱动端 NSK 23052CAE4
在连续长周期的数据采集中,监测 到数据开始自2月9号出现异常,如图。

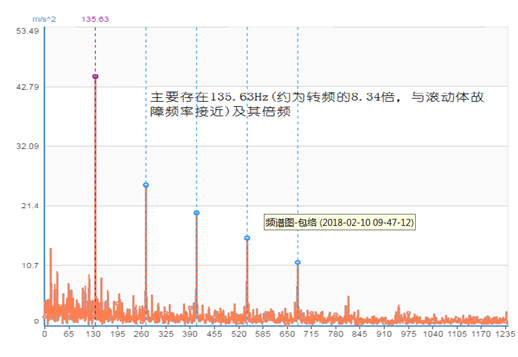
频谱图 – 包络曲线数据分析
飞轮驱动端和非驱动端速度和包 络幅值开始大幅度上升,包络幅值超 过 500mm/S2,包络谱中主要存在 135.63HZ 及其倍频,该主频约为转频 的 8.34 倍,与滚动体故障频率接近, 分析为飞轮驱动端轴承存在滚动体故 障。拆开进行检查,发现轴承如右图。
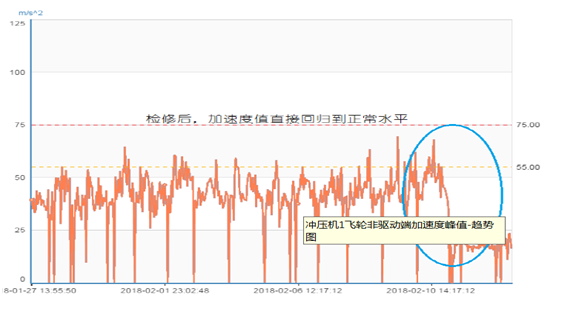
对轴承进行更换后,监测速度和包 络曲线如图:
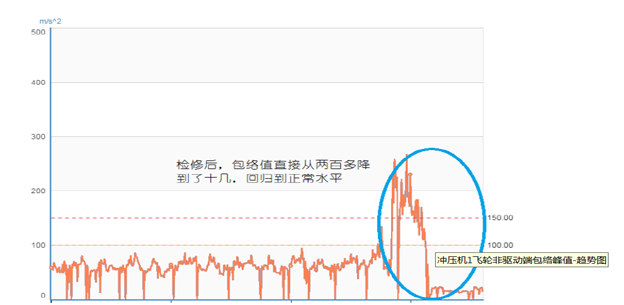
飞轮非驱动端包络峰值 – 趋势图




频谱图 – 包络
通过对数据的实时采集和分析,提 前的发现了轴承滚动体的磨损,从而可 以提前预测到设备的运行趋势,目前只 能根据振动曲线数据,预测轴承部件是 否存在磨损或者严重损坏,还无法实现精准的评估寿命周期,就是当发现振动 数据异常时,无法预测出当前的零件还 能运行多久,后期伴随着数据量和积累, 以及外部设备的运行状况信息的结合, 预测的准确性将越加准确。(刘龙传、方安勇、王飞宇)