近年来,随着汽车行业的快速发展,尤其是自主品牌的汽车,不仅在外观上与外资品牌相当,还对自身车体精度,部分位置的配合美观性等要求进行提升。由于自主品牌的不断发展,加上合资品牌的价格下降,汽车行业竞争日益激烈。为了抢战市场,就需要新车快速迭代,所以对于新车型覆盖件模具开发过程中的品质培育要求也越来越高。
汽车覆盖件模具常规的开发流程基本如下表1,从表中可以看出,模具机加工装配完成后,即进行品质培育,模具厂的品质培育,受限于模具厂接了各大汽车厂商的模具,需要平横各家的开发资源,加上又是首轮出件需要与CAE分析对比,同步也需要进行品质培育,最后达到出货要求。
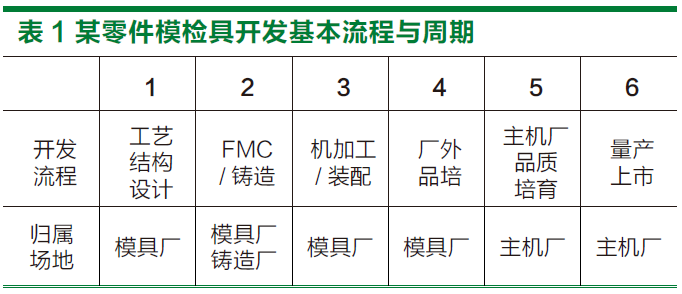
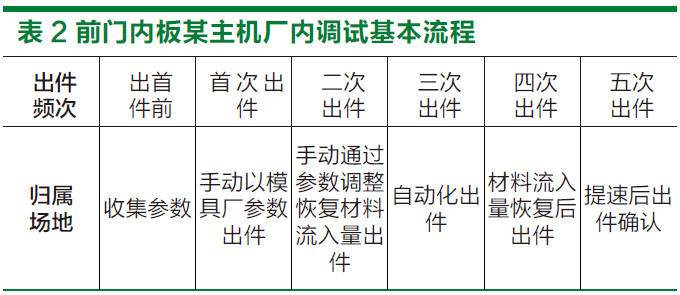
本文主要讲述的是某车型前门内板的模具回到主机厂后,通过做好主机厂内的调试流程优化,基本调试流程如表2。同时做好模具厂与主机厂调试对比,做到主机厂的品质培育调试为模具厂的延续,同步将生产提速与品质培育结合起来,从而做到品质快速提升,达成量产品质要求。
出首件前
在模具出首件前,需要先了解模具在模具厂的基本调试状态,就需要对相关输出物进行收集,例如调试时的基本参数,以及调试的最后实物,用于评价模具厂与主机厂零件的品质对比,如表3。
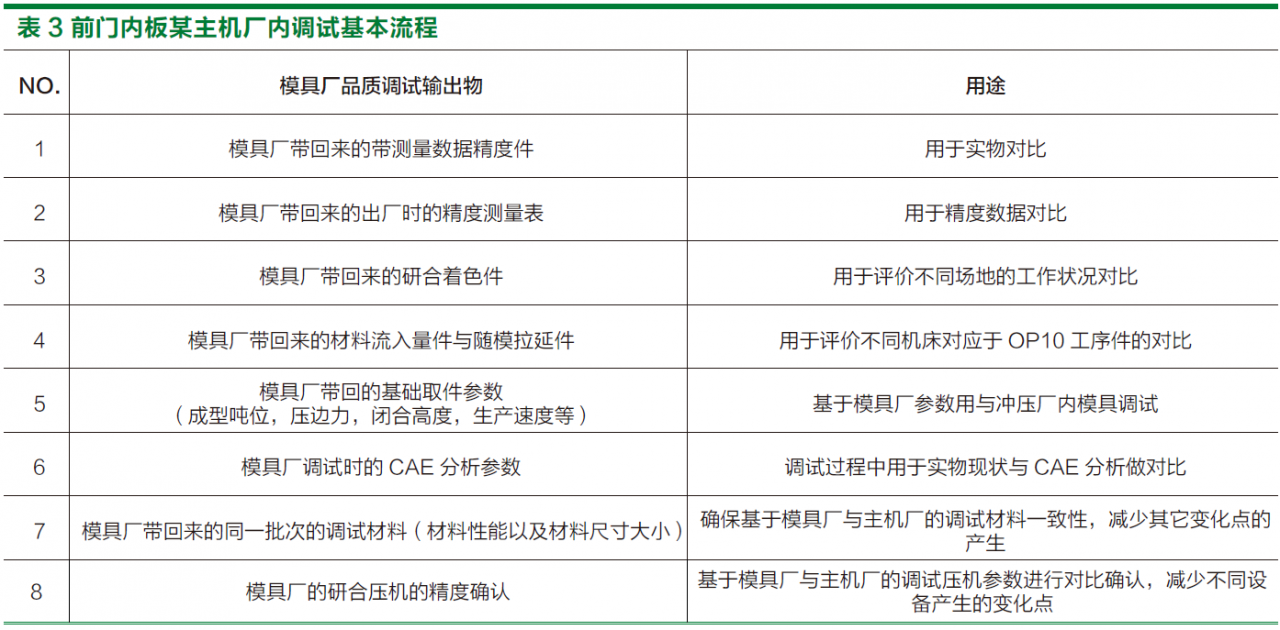
小结:在主机厂出首件前,需收集在模具厂时的各项参数,以确保最少变化点的产生。从而保证一次就能做好,减少走弯路的时间,快速做到厂内品培。
首次出件
按照从模具厂收集回来的相关参数,进行首次出件,每一工序均需要参照模具厂的参数进行,包括各项参数,诸如生产闭高,生产速度,压边力的大小选择等,如表4、某车型门内板回厂后首次出件时各项参数对比情况。

通过对比在模具厂与主机厂的出件参数,来确认零件品质的变化点,差异到底是什么所引起的,是基于机床差异,还是基于生产参数,还是基于调试材料的变化。综上,首件精度确认非重要,需要对首件做一轮基本检证确认,检证需要做到如下几点:
零件品质检证确认
出首件后,由品质人员进行检查确认,重点检查开暗裂,以确保零件不裂,不皱。
检具检证确认
⑴先对检具进行目视检查,初步确认检具的零贴,基准等是否符合技术标准要求,以确认零件的基准正确,详见(图1)。
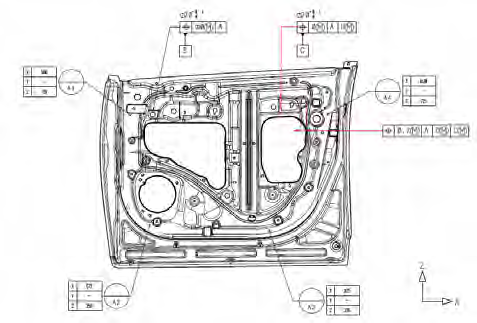
⑵检查零件在检具的零贴,使用手工,轻敲或者是橡皮泥或者是蓝单扣合看着色,尤其是基准孔位置,确认零件是否贴合检具。
⑶检查完零贴后,按照检具作业指导书对零件进行装夹,进行数据检测,保证检具的装夹做业方式一致。
⑷为确保检测工具的差异,要求检测工具一致,保证测量工具统一。
零件精度确认
精度数据检测完成后,使用从模具厂的带回来的精度测量报告进行整体合格率的对比,通过整体的合格率来对比,以及具体的差异位置来对比而来分析确认,同是将原来带回的有精度数据的零件,放在一起进行对比确认,如表5。
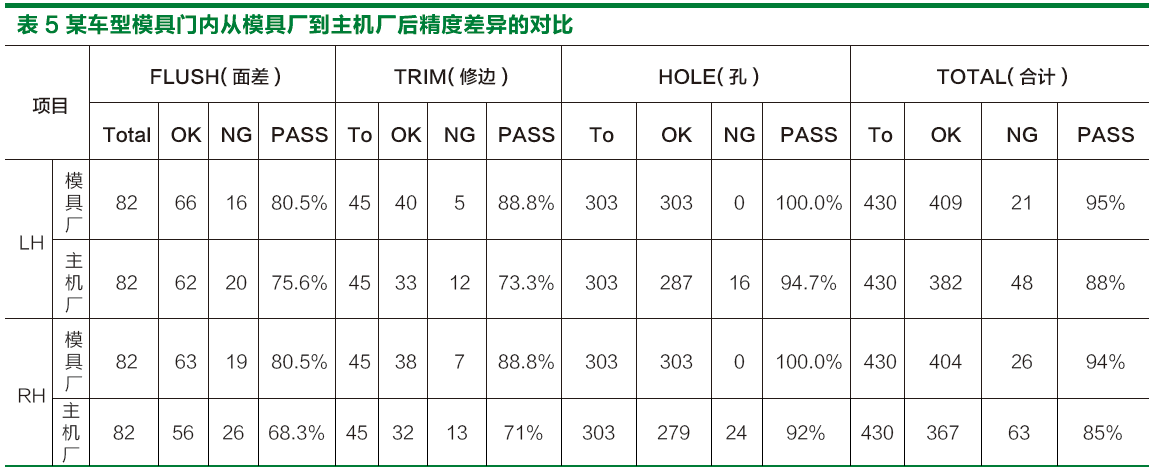
通过整体的精度对比表后,发现精度数值差异,在回过来对出件参数进行对比确认,同时也可以选用厂外带测量数据的精度件,进行分析确认,确认是因为场地的不同而产生的精度差异。
综上,在确认完精度差异后,我们就需要通过OP10调整材料流入量来,OP30来调整模具整形量来确认恢复模具厂时的精度数据。
二次出件
由于首件时已检证确认到品质精度变化,所以二次出件以模具参数调试为主,通过恢复OP10的材料流入量,调整OP30的整形量来进行精度恢复。
OP10的材料流入量恢复:对于OP10的材料流入量的恢复,通常是通过调整压边力的分布,平横块的调整,板件上加砂纸等方式,通过将带回来的OP10工序件与母线件进行扣合或者是图表记录材料流入量是否一致,如图2、在调整完流入量后,对比模具型面及压边圈的着色对比,如图3。
对于OP30的整形量恢复:主要是通过带回来的着色件进行对比,通过在局部位置的R角加贴胶带或使用快干粉等进行模具工作状态恢复,如图4。
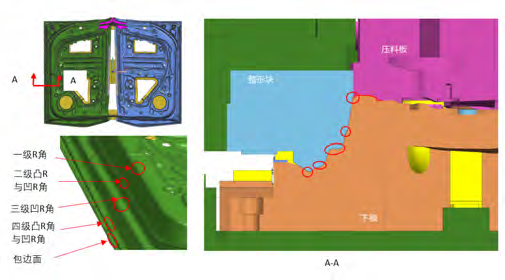
图4 OP30 整形工序
小结:通过对OP10的材料流入量进行验证恢复,OP30的整形量等进行验证恢复后,确认精度对比,从而来快速检证精度恢复,整改的方向性,做到快速验证分析。此轮出件后,即刻安排进行精度检证确认。
三次出件
在二次出件的基础上,此时,我们的模具端拾器等基本开展完成,并已基本完成自动化的确认,在二次出完件的同时,在开展一轮自动化件,与二次恢复材料流入量的手工件进行
对比,已提前确认主机厂的自动化件对精度的影响。
四次出件
本轮的件,由于是已经对比的自动化件与手工件的对比,本轮的件已经是最接近母线生产时的件,与母线的最大差异为,未进行过批量生产提速的件,此时的件,已可以开展我们在主机厂的常规性调试,诸如通过调整材料流如量,整形量的调整,来进行裕度调试,精度提升等品质培育需求。
小结:整体前四次出件,我们已基本确认了模具精度提升方向与裕度改善方向,从一开始,就明确了模具调试先以恢复模具厂的状态,再是主线的自动化匹配差异,不是从头开始做起,只是一步一步的进行品质优化与提升。
五次出件
由于前期调试时,生产速度未提起来,在后续的调试中还需要对精度进行时刻监察,因为主机厂最终需要的是批量快速生产,所以还需要对每次提速的后零件进行一轮精度确认与裕度确认,所以品质培育需要与生产提速结合起来,由于后序的生产效率提升,零件在母线的生产受到工况发生变化,如在零件上的碰撞,皮带传送速度,零件本身的刚性等都会对精度产生一定的影响,如图五。

图5 某车型生产线投料时板件与皮带之间的关系图
结束语
做好模具在主机厂内快速恢复调试,需要做好如下事项:模具回主机厂前,做好各项基础数据记录:生产参数,材料流入,精度现状,研合状态,精度零件,最后一轮精度拉延件。
模具回主机厂后:先对比确认由双方机床差异引起的变化点,通过机床差异的变化点,寻找修模改善方案,通过调整材料流入量,整形方式等进行恢复。在确认双方机床差异的情况下,同步确认生产工况的影响,如自动化的取放件,皮带运输等。在材料流入量与整形恢复的过程中,同步调整成型裕度,确保裕度调试和精度提升在一步内完成。模具回主机厂调试稳定后,将生产提速与精度最后提升进行联合对比,在逐步提升,从而快速达到量产品质。