MFC《金属板材成形》杂志简介《金属板材成形》是 MFC金属板材成形咨询(北京)有限公司打造的新型综合媒体平台,旗下有金属板材成形”服务号、“金属板材成形之家@今日头条”、《中国金属板材成形网》、MFC-冲压联盟名家直播(千聊平台)、MFC1.6万人群友通讯录,以及在百度百家、腾讯、搜狐、知乎等平台开设的原创资讯账号。
这是 金属板材成形之家 发布的第169 篇文章!
力自动顺序 汇款型篇 样本影像 <视觉教材系列第2弹>
MFC《金属板材成形》杂志简介《金属板材成形》是 MFC金属板材成形咨询(北京)有限公司打造的新型综合媒体平台,旗下有金属板材成形”服务号、“金属板材成形之家@今日头条”、《中国金属板材成形网》、MFC-冲压联盟名家直播(千聊平台)、MFC1.6万人群友通讯录,以及在百度百家、腾讯、搜狐、知乎等平台开设的原创资讯账号。
这是 金属板材成形之家 发布的第169 篇文章!
力自动顺序 汇款型篇 样本影像 <视觉教材系列第2弹>
MFC《金属板材成形》杂志简介《金属板材成形》是 MFC金属板材成形咨询(北京)有限公司打造的新型综合媒体平台,旗下有金属板材成形”服务号、“金属板材成形之家@今日头条”、《中国金属板材成形网》、MFC-冲压联盟名家直播(千聊平台)、MFC1.6万人群友通讯录,以及在百度百家、腾讯、搜狐、知乎等平台开设的原创资讯账号。
这是 金属板材成形之家 发布的第168 篇文章!
冲压加工的基础技术 <视觉教材系列>
MFC《金属板材成形》杂志简介《金属板材成形》是 MFC金属板材成形咨询(北京)有限公司打造的新型综合媒体平台,旗下有金属板材成形”服务号、“金属板材成形之家@今日头条”、《中国金属板材成形网》、MFC-冲压联盟名家直播(千聊平台)、MFC1.6万人群友通讯录,以及在百度百家、腾讯、搜狐、知乎等平台开设的原创资讯账号。
这是 金属板材成形之家 发布的第167 篇文章!
废料回跳是指冲裁废料未停留在凹模上、而是升至凹模表面的不良现象。毛刺对策虽然改善了冲裁效果,但同时也减弱了冲裁废料与凹模侧面的摩擦力,导致易产生废料回跳。
废料回跳的原因
以上为主要原因。此外还存在磁性、回弹等因素,但影响都比较小。
附油的原因
附着于材料表面的加工油,使凸模下表面与材料紧密贴合,阻碍周围的空气流入,材料被吊起。
油着対策
・对材料的供油在凹模面多给、凸模面少给。
・在凸模下表面(与材料的接触面)设置让位,减小接触面积。
・设置空气孔,吹少量空气。(可与上述让位同时采用)
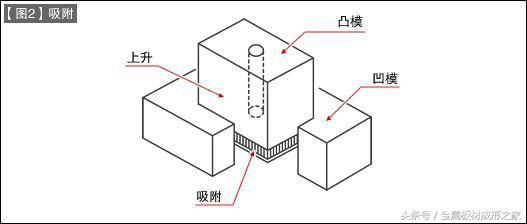
吸附的原因
在加工完成、凸模复位的工序中,凹模成为气缸、凹模内的材料作为底部、凸模成为活塞,材料与凸模下表面之间产生减压,材料被吸上去。
吸附对策
・由于减压与凸模速度成正比,所以可降低加工spm。
・开吸气孔。
※设置卸料螺钉、强制控制废料回跳的方法对任何原因的废料回跳均有效。本讲座只对除这种方法之外的其他的可能有效的对策进行了介绍。
MFC《金属板材成形》杂志简介《金属板材成形》是 MFC金属板材成形咨询(北京)有限公司打造的新型综合媒体平台,旗下有金属板材成形”服务号、“金属板材成形之家@今日头条”、《中国金属板材成形网》、MFC-冲压联盟名家直播(千聊平台)、MFC1.6万人群友通讯录,以及在百度百家、腾讯、搜狐、知乎等平台开设的原创资讯账号。
这是 金属板材成形之家 发布的第166 篇文章!
MFC《金属板材成形》杂志简介《金属板材成形》是 MFC金属板材成形咨询(北京)有限公司打造的新型综合媒体平台,旗下有金属板材成形”服务号、“金属板材成形之家@今日头条”、《中国金属板材成形网》、MFC-冲压联盟名家直播(千聊平台)、MFC1.6万人群友通讯录,以及在百度百家、腾讯、搜狐、知乎等平台开设的原创资讯账号。
这是 金属板材成形之家 发布的第165篇文章!

在冲压加工中冲切毛刺的增大最快,因此可认为模具维护周期由毛刺的高度决定。相应地,可以设定恰当的冲切间隙为前提,通过观察冲切加工部位可在一定程度上对模具寿命进行判断。当冲切形状有尖角时容易出现崩刀,因此毛刺出现较早。
众所周知,作为解决毛刺的措施可采用使角度变钝的方法。凸模、凹模的模具材料按照SKS→SKD→粉末高速钢→硬质合金的顺序,模具寿命逐渐增长。即使采用的是相同材质,当凸模、凹模的表面粗糙度较好时可延长寿命,此外还会因润滑情况而出现差异。废料的落料方式接近于切屑堆积状态时,寿命会缩短。
此外,模架的导向或卸料板导向(副导向)等也会影响模具的刚性及模具的动态精度。
模具寿命可分为维护寿命(研磨周期)和总寿命。总寿命是可以说是由历次维护寿命之和构成的,但根据模具的结构不同,有些时候很难判断模具的总寿命。对于整体式模具来说,每次研磨时板都会变薄,因此很容易判断模具的总寿命。
对于嵌件式模具来说,仅需对嵌件部分进行再次研磨并调整水平后即可继续使用,当寿命到期时只需更换嵌件部分。同样,当副导向等发生磨损时,也只需更换发生了磨损的零部件。如此不断反复,很难达到模具的总寿命。
对于这样的模具,怎样判断其总寿命需要通过观察板来判断。关注目标为嵌件孔的松动、板的变形。当嵌件孔因变形或磨损而导致出现松动而无法保证嵌件的位置精度时,这就已到达使用寿命。
在板的变形方面,每次进行冲压加工时,尽管变形量很小,但模具仍会产生弹性变形。当长时间使用模具时,这种变形会残留在板内。当处于这种状态时,即使装入新的嵌件,也无法加工之前那样的件数。
当出现这种维护寿命也无法满足生产要求的情况时,可以判断已到达总寿命。当考虑板寿命时,如果希望获得长寿命,则采用较厚的板、进行淬火,如果短寿命即可满足要求时,采用淬火但较薄的板,或者在未经淬火的板上安装嵌件的方式。副导向也是一样的。
当希望获得长寿命时,采用导套,当生产量较小时,直接利用板上的孔位作为导柱的孔。
模具可分为用于少量生产或大量生产,多种多样。保证质量、寿命适当的模具制作是非常难的。特别是用于少量生产的模具由于制作费用有限,制作难度更大。
MFC《金属板材成形》杂志简介《金属板材成形》是 MFC金属板材成形咨询(北京)有限公司打造的新型综合媒体平台,旗下有金属板材成形”服务号、“金属板材成形之家@今日头条”、《中国金属板材成形网》、MFC-冲压联盟名家直播(千聊平台)、MFC1.6万人群友通讯录,以及在百度百家、腾讯、搜狐、知乎等平台开设的原创资讯账号。
这是 金属板材成形之家 发布的第164篇文章!
目前汽车行业节奏越来越快,新车型的生准周期越来越短,多工位的高柔性和高生产率因此也备受行业青睐,而为了充分发挥多工位的高生产率,需要在零件的生产工艺上进行充分研究。本文通过对多工位左右前地板的生产工艺研究,得到一模双件(输方向)产的新生产方式,希望对为国内大型多工位生产线生产工艺提供帮助。
1 传统生产工艺
如图1为某车型左右前地板零件。左右前地板零件尺寸较大,单件尺寸(1250*600*160)mm,拉延深度较深,局部起伏较大。因多工位对料片最大尺寸限制,如图2所示。考虑拉延工艺补充部分以及模具结构布置要求,因此传统生产方式采用单件生产。

图1 汽车左右前地板零件
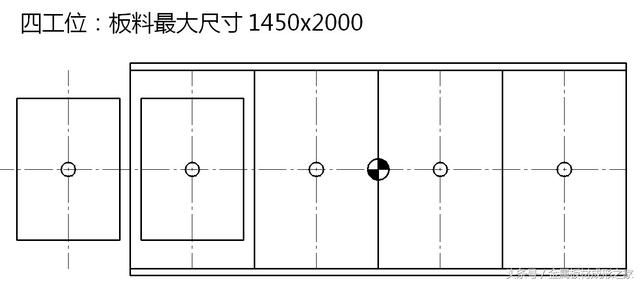
图2 多工位板料最大尺寸要求
单件生产时需要对两侧进行工艺补充,经分析,可以达到成型要求。确认4工序内容为:拉延、修边侧修边、翻边侧翻边侧冲孔,如图3所示。因需要考虑四角夹件,因此需要在四角留有至少30*30mm的夹持平面。经分析确认,板料采用(1400*750)mm 方料,材料利用率=(零件净重)4.2877KG /(板料重量 )5.769KG =74.3%。
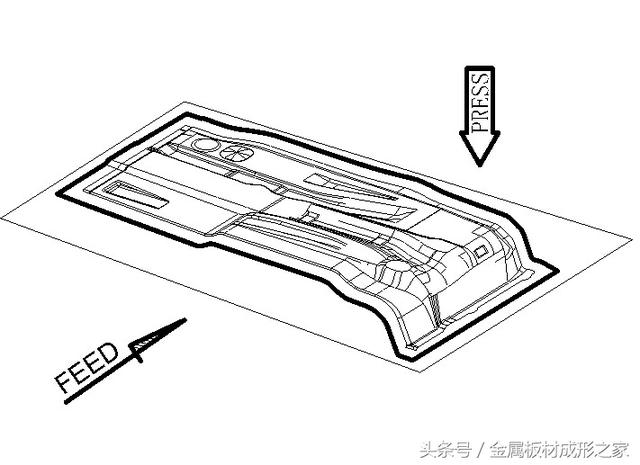
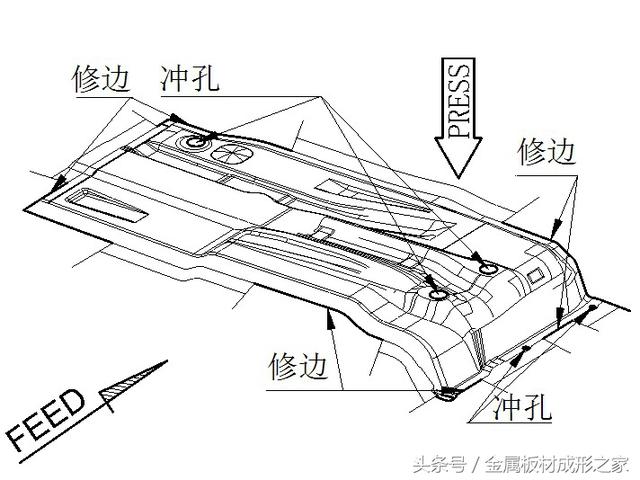
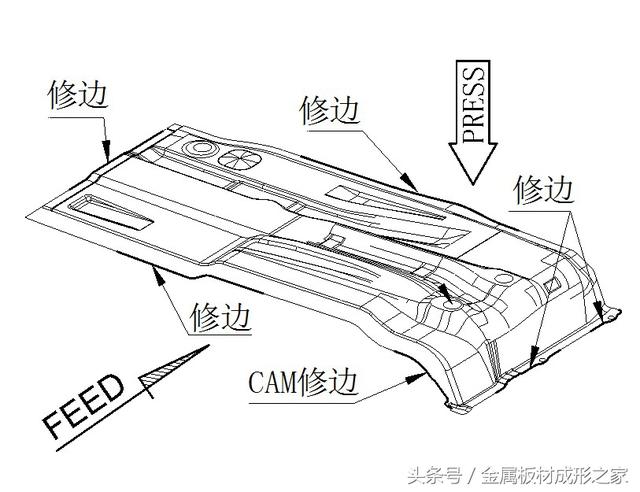
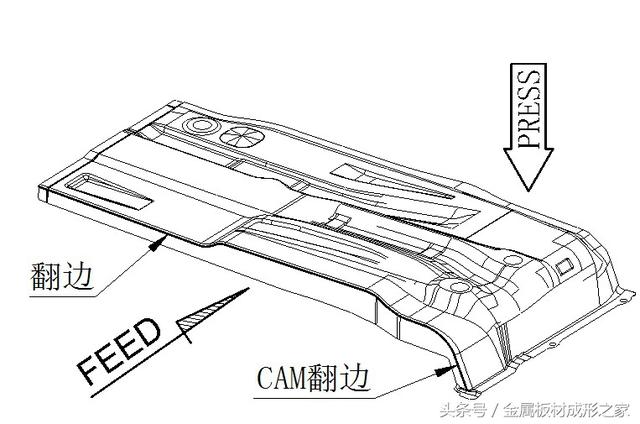
图3 单件工艺分布图
2 新型生产工艺
2.1成型性分析
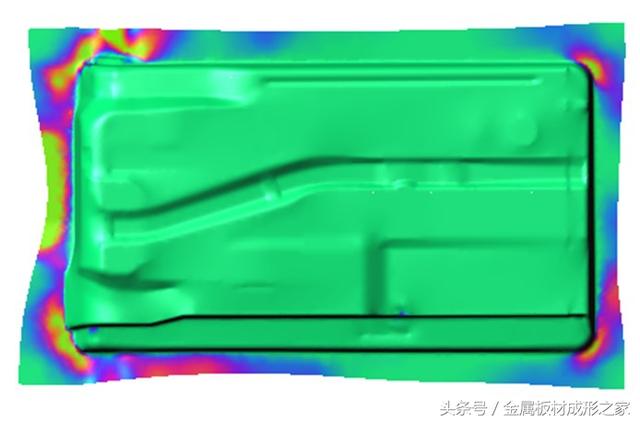
为了提升生产效率,左右前地板在多工位上首次采用一模两件(传输方向)生产方式,如要采用这种形式,就必须对整体尺寸进行充分优化,首先选择在平面部分对接,中间连接最小间隙选择20mm,翻边补充部分取消,以板料法兰边和翻边平面作为压料面,充分减少工艺补充。经分析对比,板料局部起皱趋势较单件基本一致,减薄率有所增加但可接受,成型充分,可以达到成型要求。对比分析结果如图4所示。
单件
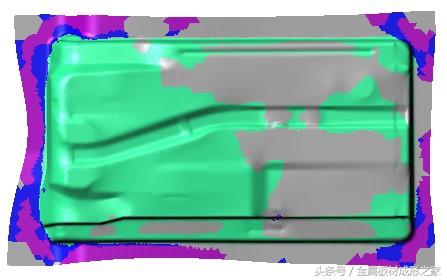
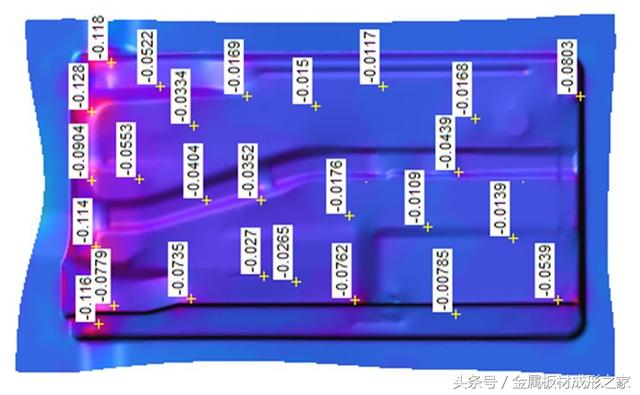
一模两件
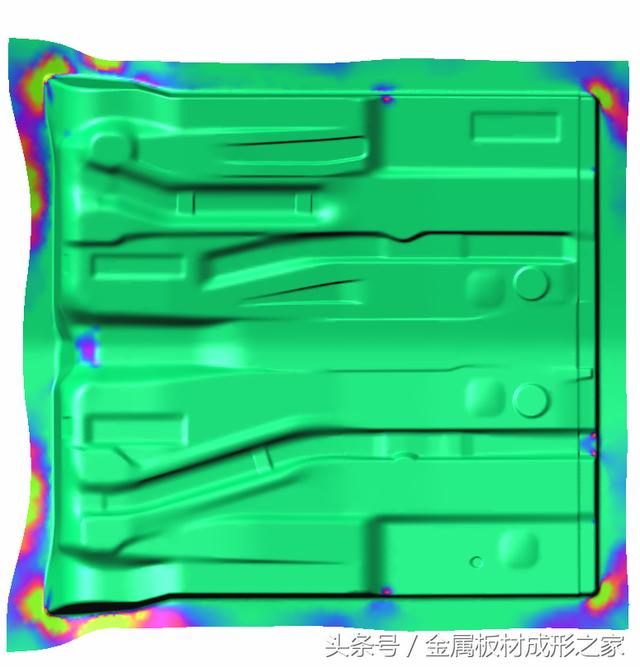
板料起皱趋势

到底前5mm
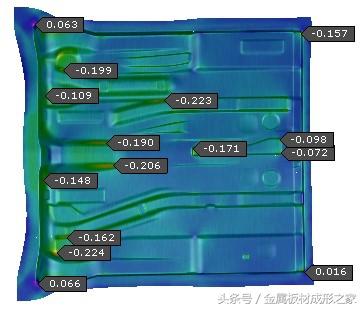
减薄率分析
2 2工序分布
合零件特点和工艺分析结果,确认4工序内容为:拉延、修边冲孔、翻边整形、修边分离冲孔侧冲孔。如图5所示。经分析,采用材料利用率(1380*138*1240)mm 梯形料,材料利用率=(零件净重)4.2877KG*2/(板料重量)9.93KG=86.3%
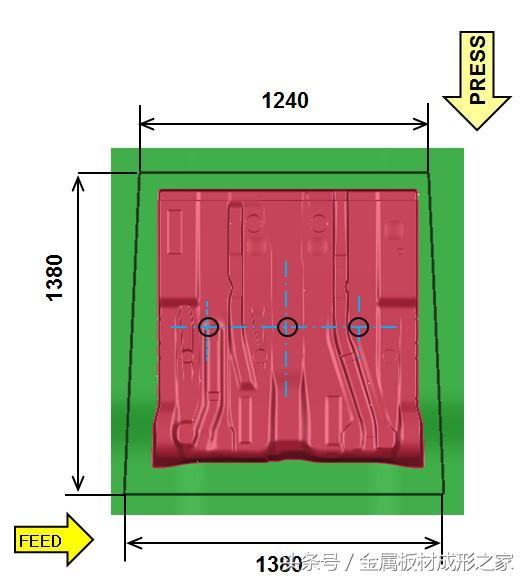
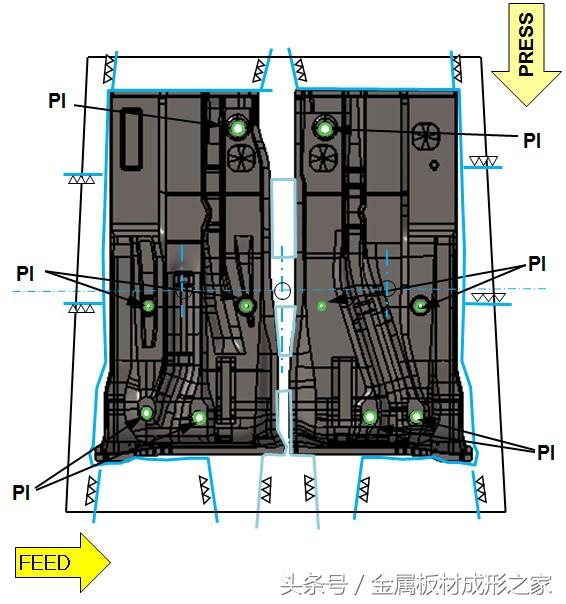
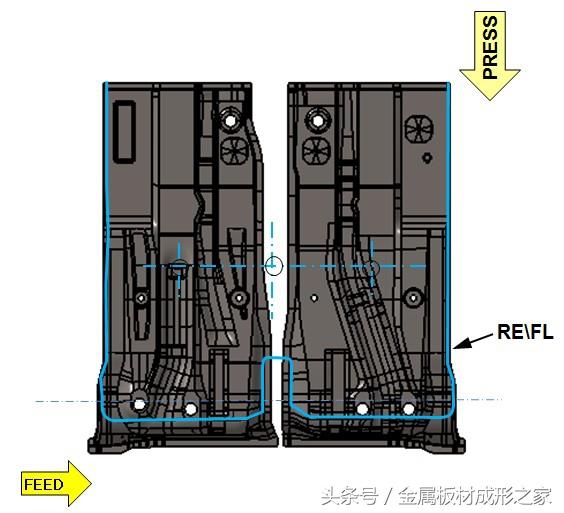

图4 一模两件工艺分布图
3 3模具结构
因模具尺寸要求限制,一模两件生产结构需要采用特殊布置。这里主要是拉延结构的选取,因板料最大尺寸为1380mm,而模具最大允许宽度为1750mm,因此单边距离剩余185mm,因此需要谨慎布置。如图5所示。采用插入式导板,压边圈局部深度较深处做镶块,上模也同样做成镶块式,布置四处托起块,每个托起块都增加磁铁,防止托起后零件不稳定,局部模拟起皱区域增加刺破,增加翻转托料定位架,保证板料不翘曲。
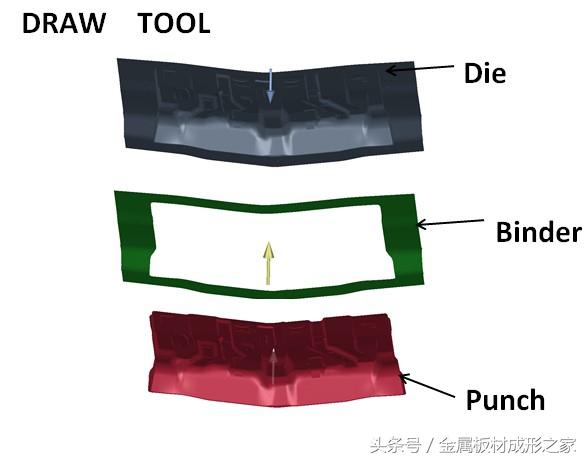
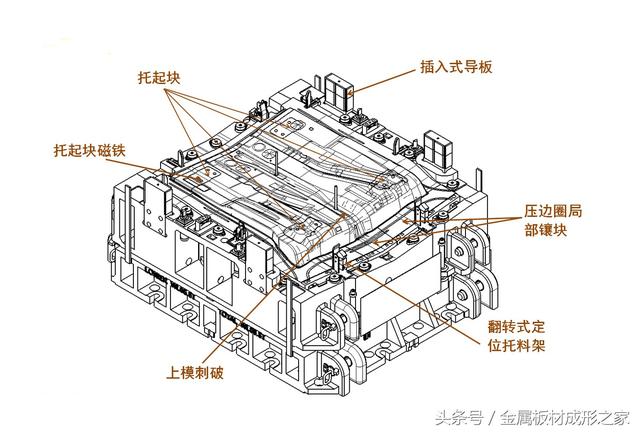
图5 OP10拉延模具结构示意图
3 4夹钳传输
左右前地板因尺寸较大,板料和零件在传输过程中容易塌腰,为了提高零件传输稳定性,每序上必须对单个零件进行双夹钳夹持。最后一序分离工位,模具传感器和夹钳传感器也必须分开布置,以保证两个零件的传输。如图6所示。


图6 夹钳夹持点和最后一序分离夹件
4 结论
多工位生产工艺是汽车产业飞速发展快速响应的新型工艺手段,此技术已成为车身冲压件快速制造的保证。多工位生产可以大大提高车身工艺装备产品的质量,缩短工期,降低成本。[2]本文通过对左右前地板生产的研究,提供了新型一模双件(传输方向)的生产方式,左右前地板材料利用率提升了12%,生产效率提升了一倍,减少了30%的模具投资,节省了存放面积,减少了换模时间和停机时间,是一种一举多得的生产方式,希望为多工位快速生产提供新的思路。
MFC《金属板材成形》杂志简介《金属板材成形》是 MFC金属板材成形咨询(北京)有限公司打造的新型综合媒体平台,旗下有金属板材成形”服务号、“金属板材成形之家@今日头条”、《中国金属板材成形网》、MFC-冲压联盟名家直播(千聊平台)、MFC1.6万人群友通讯录,以及在百度百家、腾讯、搜狐、知乎等平台开设的原创资讯账号。
这是 金属板材成形之家 发布的第163篇文章!
普电简介



世界 500 强客户主要有:伟创力、惠亚、富士康、奔驰、宝马、大众、福特、通用、雪铁龙、丰田、本田、日产、蒂森克虏伯、马士基、戴尔、LG、三星、三洋、三菱、松下、东芝、索尼、富士通、TDK 等,并与其建立了长期的合作伙伴关系。
聚焦客户关注的挑战和压力,提供有竞争力的焊接自动化解决方案和服务,持续为客户创造最大价值是我们永远的发展奋斗方向。
[在焊接自动化领域
——为客户创造最大价值]



2017年前新能源汽车累计产量为80万辆,同比增长53%。同时,我国已正在制订停止生产销售传统能源汽车的时间表。当下,“电动化”、“智能化”、“轻量化”已成为全球汽车制造的潮流趋势,新概念设计、车型换代周期、轻量化、电池性能等带来的瓶颈,对整个汽车行业都是极大的挑战。
激光、伺服冲压生产线被视为解决问题的关键技术。以此,为了强化行业对最新汽车制造技术应用的认识,推进新能源汽车轻量化技术应用与产品研发;结合未来5年新能源汽车企业的产品规划和轻量化技术需求,由SIMM、MFC联合丰田、吉利、蔚来等汽车厂商,围绕整车冲压线、白车身焊接、复合材料拼焊及动力电池PACK焊接等热点话题进行讨论,促进材料供应商、零部件厂商、科研机构与整车厂的交流与合作。

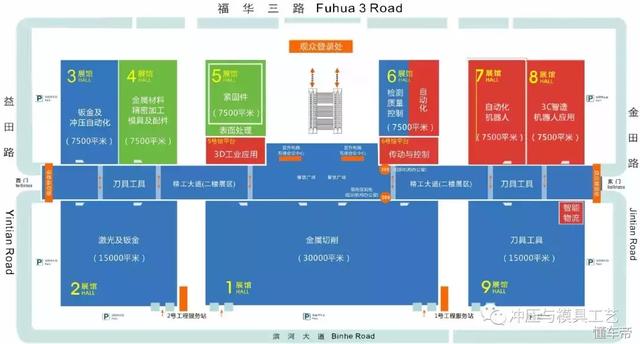
深圳机械展(SIMM),中国装备制造业三大展览之一,也是我们激光、钣金、冲压行业一次盛大的聚会。每年3月,世界顶级品牌在此首发其最新技术产品,SIMM已经从一个以展示、交易和采购的传统展会,转型为以智能制造、先进工艺技术及定制化加工方案为核心的制造业互联互通平台。在此会议期间,举办本次论坛,让您更深入的了解中国高端装备制造业的未来趋势。
时间:2018.03.29 10:00-16:00
地点:深圳会展中心·茉莉厅
主办单位:
SIMM深圳机械展
MFC《金属板材成形》杂志
-汽车冲压最前沿技术、工艺展望
-知名汽车冲压线规划案例
-汽车行业伺服冲压生产线案例
-复合材料激光焊接应用
-汽车轻量化落地方案
-动力电池PACK焊接方案
| 日期 | 时间 | 专场会议分类 | 日程安排 | 演讲嘉宾 |
| 3月29日 | 10:00-10:30 | 【冲压专场】 | 汽车冲压行业国内外新技术展望 | 刘明星-金属板材成形杂志 |
| 10:30-11:00 | 汽车轻量化工艺规划与技术发展状况及未来展望 | 陈浩-东风设计研究院有限公司车辆工程所 | ||
| 11:00-11:30 | 伺服压力机技术在汽车冲压行业的应用 | 徐海华
法格锻压机床(昆山)有限公司汽车事业部 |
||
| 11:30-12:00 | 丰田汽车伺服压力机技术实际应用 | 靳海峰 广汽丰田汽车有限公司车体部车身技术科 | ||
| 12:00-14:00 | 午餐及VIP参观(仅限受邀参会人员参与) | |||
| 14:00-14:30 | 【激光焊接专场】 | 激光焊接轻量化材料的最新应用和展望 | 唐霞辉 华中科技大学国家激光中心教授 | |
| 14:30-15:00 | 超高速激光钎焊在汽车顶盖上的应用 | 郑世卿 博士
广汽本田汽车有限公司焊装二科 |
||
| 15:00-15:30 | 激光焊接技术在汽车白车身的应用 | 王祥 大族激光智能装备集团高功率焊接销售总部总经理 | ||
| 15:30-16:00 | 激光拼焊技术在新能源汽车行业的应用 | 张勇 上海航发科技应用有限公司(通用汽车A级供应商) |
参会群体:汽车主机厂,冲压零部件供应商、软件设计、生产设备及自动化企业 、检查、测试设备企业和检测机构 、院校、科研机构。

刘明星,《金属板材成形》杂志主编,2005年入行,从事冲压和钣金行业的展览、会议、国内外考察、杂志出版、行业报告等工作,和国外内的行业组织和专业人士有广泛的联系,撰写了100多篇专业文章,系统地向业内介绍了大量的国内冲压钣金行业、技术资讯。

陈浩,华中科技大学材料成形及控制工程毕业,一直在东风集团从事专业相关工作,参与了东风集团、广菲长沙工厂、江铃小蓝等传统车企的工艺规划项目,近年来参与了长安新能源、江苏奥新新能源、山东国金新能源汽车的规划和部分设备总包。

徐海华,西班牙法格塞达公司上海代表处首席代表,机械工程学士,工商管理硕士。2005年加入并负责西班牙法格塞达公司中国区汽车行业的市场开拓和销售。西班牙法格塞达公司是全球领先的金属板材剪裁和成形设备制造商,在汽车制造、钢板加工和白色家电制造领域享有盛誉。

靳海峰 广汽丰田汽车有限公司车体部车身技术科高级主管。先后在东风汽车、神龙汽车担任设备管理,2004年加入广汽丰田汽车,担任高级经理,主要从事伺服压力机的引进、安装调试,预防维保及设备管理性能升级改造。对于丰田体系和伺服压力机有着丰富的经验和深刻的了解。

唐霞辉,华中科技大学光学与电子信息学院教授,博导。现任华中科技大学光学与电子信息学院激光加工国家工程研究中心副主任、湖北省机械工程学会常务理事、中国光学学会激光加工专业委员会常委,湖北省激光学会副理事长、《激光技术》杂志编委、《应用激光》杂志常务编委。主要从事新型CO2气体激光器、高功率激光加工系统集成、激光加工工艺等方面的研究。先后承担科技部“十.五”、“十一.五”科技攻关项目各一项,湖北省“十一五”重点科技攻关一项,国家工信部“高档数控机床与基础制造装备”重大专项,国家自然科学基金、教育部博士点基金各1项,来自企业科技项目近60项。在国内外重要学术期刊上发表论文60多篇。获得国家发明专利5项。获得省科技进步二等奖、教育部科技进步一等奖各一项。

郑世卿,清华大学材料科学与工程专业博士,专业方向为激光焊接,曾主要承担国家自然科学基金“填充热丝激光焊过程稳定性及其关键技术研究”的研究工作。现为广汽本田汽车有限公司设备技术工程师,主要负责激光焊接生产线的导入和工艺制定与调试工作。

王祥,大族激光智能装备集团高功率焊接销售总部总经理,深耕激光行业十五年,对激光行业有着非常深刻的理解,中国高功率光纤切割及焊接装备销售引领者,成功销售中国前10台高功率光纤激光切割机,现全面负责大族激光智能装备集团高功率焊接设备的营销工作。成功打造众多汽车焊接项目、核电、ITER、海底超长厚管等多个万瓦级以上光纤激光焊接应用项目。

张 勇,航空工业上发-上海航发科技应用有限公司。焊接运营总监;焊接首席专家;兼国内多家激光拼焊企业生产管理顾问;专注于激光拼焊行业15年,中国首批激光拼焊行业专家;参与打造国内多平台多台套激光拼焊设备研发,对激光拼焊领域有深刻独到见解。
刘明星 先生:010-68465067 13439041875
liumingxing@MFC-china.org
刘玉妮 小姐:0755-83458742 15813850770
liuyuki@simmtime.com
2018 年 6 月 6~7 日“MFC 第二届国际金属板材成形论坛”将在苏州举办,诚邀您参与!就业内热点话题,论坛将组织约 36 场的高质量的讲座,拟邀请超过 500 名冲压、钣金行业上下游的专业人士参会,组织现场讨论,并参观 3~4 家苏州周边优秀的零部件企业。
自 2017 年,MFC《金属板材成形》杂志联手冲压行业联盟等组织和单位,在武汉、廊坊和苏州举办了三场分别超过 450 人的专业金属板材成形会议,有能力继续打造中国冲压、钣金行业内规模最大、专业性最强、交流最充分的盛会。
第二届论坛将继续邀请业内顶尖的专家分享冲压钣金行业上下游的材料、设备、模具、新工艺、自动化、智能工厂、物联网、精益管理、环保、劳动保护方面的议题。同时,主办方将启用全新的 IT 会议技术,让所有赞助商的影响力在业内有效传播,让所有会议代表都能发出自己的声音,并有机会和感兴趣的参会代表建立联系。
MFC 将加大对汽车、家电、农机、工程机械等行业主机厂及一二级冲压供应商的邀请,加大对通信、医疗、电气、厨卫、酒店、文体、家具、仪器仪表等钣金用户行业企业的邀请力度,让零部件生产企业有全面的机会和供应商及采购商交流与合作。
“MFC 第二届国际金属板材成形论坛”分为两个平行分会场:冲压、钣金两个分会场,各 18 场左右的讲座,同时留足够的时间给代表交流,希望每一个参会的人都达成参会的目标,从中获益。
会议时间(6月5日全天报到)
2017年6月6日~6月7日
主办方:《金属板材成形》杂志
冲压行业联盟
整体日程安排:
6月5日全天报到
6日6日上午 9:00~10:00
全体大会 冲压、钣金行业报告
>>2018新经济形势下中国金属板材加工行业发展
>>邀请世界著名金属板材形企业畅谈智能化工厂的规划、实施及应用
10:00~10:30
代表交流、展台展示
冲压分会场:(10:30~12:00)
主题内容:冲压智能化
报告方向:智能车间、伺服技术、多工位、 自动上下料、智能检测、智能搬运、物联网、智能工厂等。
钣金分会场:(10:30~12:00)
主题内容:钣金加工与智能化制造
议题方向:数字化钣金技术、智能存储信息化软件、智能检测、智能搬运、物联网、智能工厂、自动化连线等。
6月6日下午
冲压分会场:(13:30~17:00)
主题内容:金属成形与轻量化制造
议题方向:新能源铝车身、高强钢、碳纤维、激光(焊接)拼焊、内高压成形等先进技术 。
钣金分会场:(13:30~17:00)
主题内容:数字化工厂经验分享
议题方向:数字化工厂面临的挑战和解决方案。
6月7日上午
冲压分会场:(9:00~12:00)
主题内容:模具制造及新工艺
议题方向:汽车覆盖件冲压模具制造、精冲模具与特种工艺、无模成形、表面处理、废料处理、软件模拟、环保、软件模拟等。
钣金分会场:(9:00~12:00)
主题内容:环保工厂与环保产品
议题方向:严峻的环保政策,对于钣金产品和工厂带来哪些改变,如何应对。
6 月 7 日下午
冲压企业参观路线(13:00~17:00)
钣金加工企业参观路线(13:00~17:00)

冲压企业
>>汽车、家电等行业主机厂(冲压车间、模具科、规划科)、冲压零部件厂商、冲压模具制造企业
>>冲压成形、落料及切边设备;
>>自动化及搬运等周边设备(定长裁剪、开卷、 进料、机械手、机器人、矫平、涂油、加热、换 模、搬运小车、减震、攻牙等);
>>原材料(钢材、碳纤维、铝镁合金板等);
>>辅助耗材及连接(焊接、铆接、润滑油等);
>>表面处理(清洗、除锈、去毛刺、抛光、拉丝、电镀等);模具、标准件及修复;检测及质量保 证;软件、数据、信息化、出版、政府、协会等 机床零部件及二手机床;仓储、劳保、安全、环保;冲压件下游用户;冲压零部件半成品及成品
钣金企业
>>全国钣金加工制作企业:电梯、通信、厨卫、电工电气、轨道交通、新能源、金融、钢制家具、医疗器械、仪器仪表、电气等行业钣金加工企业。
>>板材切割设备(激光、水、等离子等);数控冲床、剪板机、折弯机/折边机、卷板机;
>>辅助耗材及连接(焊接、铆接、气体、锁具等)
>>辅助设备(校平、开卷、拆/堆垛、机器人、机械臂、废料处理);表面处理(清洗、磷化、除锈、去毛刺、抛光、拉丝、电镀、喷涂等);软件、数据、信息化、出版、政府、协会等;
>>检测及质量保证;机床零部件及二手机床;仓储、劳保、安全、环保等;原材料(板材、管材、线材)
建议企业:总经理、副总经理、技术、市场负责人
参会代表:获取纸质和电子版资料、照片、经演
讲嘉宾授权的演讲资料、通过会议电子平台发布
供求信息、现场约见其他参会代表、加入会议微
信群、参观企业等。
赞助商:根据不同套餐享受不同的宣传机会,会
场重要场合讲话、主持及抽奖嘉宾、资料装袋、
各种资料及背景板名字+LOGO 显示以及优先查
看参会代表信息等。
1、会议特点
1+各行业协会、企业云集、深度圆桌讨论
2+两个平行分会场(冲压、钣金)
10+行业重量级嘉宾发言
20+热点话题探讨
100+重点企业参加
500+业内专业人士盛聚
新技术,新工艺,新商机
2、新媒体传播优势
1、《金属板材成形》杂志专业平台
2、MFC 金属板材成形行业 1.6 万人群友通讯录
3、金属板材成形之家微信小程序商务平台
4、MFC-冲压联盟名家直播平台
5、MFC 自媒体平台推广(今日头条、博客、一点咨讯、企鹅号、百度百家、大鱼号等)
6、我国金属板材成形行业报告服务
《金属板材成形》杂志(北京总部)
金属成形商务咨询(北京)有限公司
地址:北京市海淀区中关村南大街
9 号理工科技大厦 2011 室
联系人:刘明星 13439041875
邮箱:liumingxing@mfc-china.org
联系人:李建 18600452879
邮箱:lijian@mfc-china.org
《金属板材成形》杂志 (华东运营中心)
地址:江苏省启东市兴龙路一号
(启东科技创业园)二层
联系人:王思杰 13522255542
邮箱:wsj13522255542@mfc-china.org
联系人:陆双杰 13021959542
邮箱:info@mfc-china.org
公司网站:www.mfc-china.org/
MFC《金属板材成形》杂志简介《金属板材成形》是 MFC金属板材成形咨询(北京)有限公司打造的新型综合媒体平台,旗下有金属板材成形”服务号、“金属板材成形之家@今日头条”、《中国金属板材成形网》、MFC-冲压联盟名家直播(千聊平台)、MFC1.6万人群友通讯录,以及在百度百家、腾讯、搜狐、知乎等平台开设的原创资讯账号。
这是 金属板材成形之家 发布的第159篇文章!
报告显示,近两年来我国制造业产能共享开始起步,初具规模,2017年制造业产能共享市场规模约为4120亿元,比上年增长约25%,通过产能共享平台提供服务的企业数量超过20万。
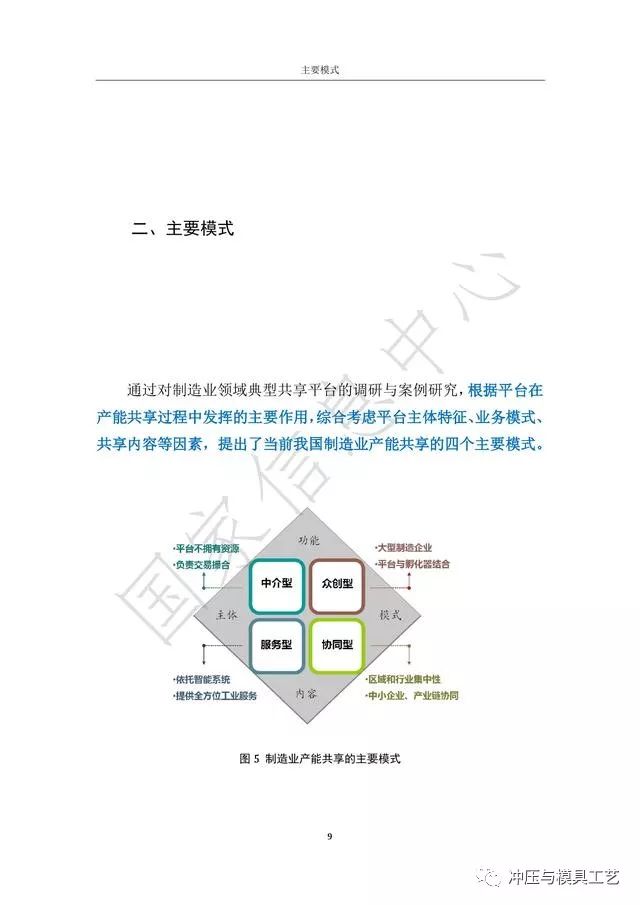
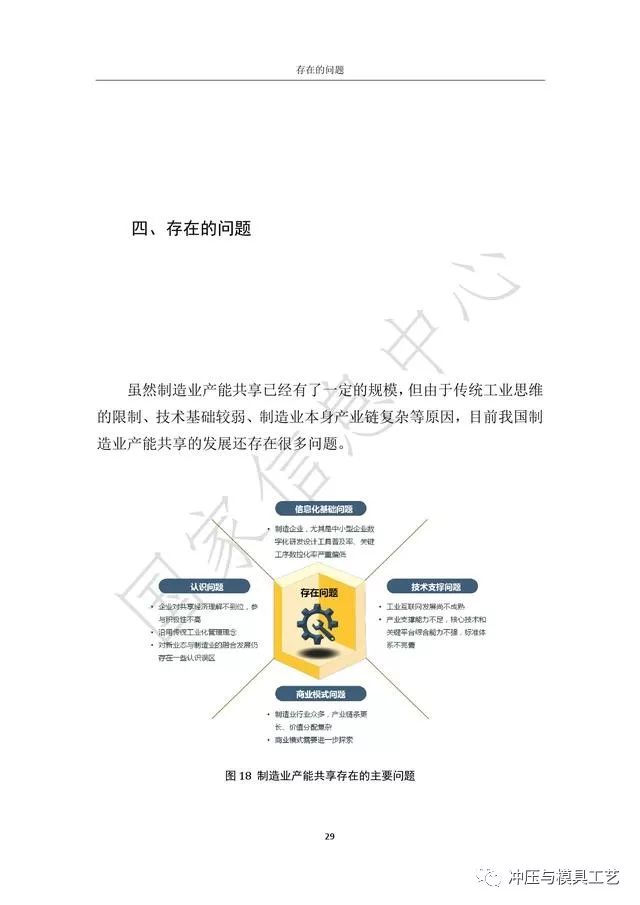
报告提出,当前我国制造业产能共享主要有四个主要模式,即中介型共享平台、众创型共享平台、服务型共享平台、协同型共享平台。报告指出,虽然我国制造业产能共享已经有了一定的规模,但由于传统工业思维的限制、技术基础较弱、制造业本身产业链复杂等原因,目前我国制造业产能共享的发展还存在很多问题。


 文章来源于经济日报
文章来源于经济日报