
5.20
✦
工业才是天底下最浪漫的事情
“工业”和“浪漫”挂钩,听起来很不协调吧
但是工业带来的效率才是生活“浪漫”的基础
工业人的浪漫:
是为了给生产带来更高的效率
工科人的表白:
是给你造一个更省心的工具
理工人的520 :
是用更好的技术为行业带来变革
都说爱情柔似水,其实钢铁也有柔情的一面!
激光切割献给焊接兄弟的表白技能
在“中国制造2025”不断深化的背景下,激光技术正在逐步推动中国制造业新一轮的产业升级,迈向以智能制造为主的工业4.0时代。
在这一战略发布的十大重点领域中,航空航天装备、新能源汽车等领域对激光焊接、激光切割、3D激光熔融打印等高端激光技术的需求将被不断释放。这其中,随着金属管材的产量和消费日益增长,管材的加工需求也越来越大,激光切管技术的诞生更是给管材加工注入了新的血液。

激光切割管材在整个加工流程中,下料是至关重要的一环,伴随着传统下料被激光下料的逐步取代,下料工艺与焊接工艺的配合也发生了改变。下料工艺与焊接工艺如果配合不好,焊接时会增加很多麻烦,反之,若配合得好,也能使焊接事半功倍,使整个生产流程更加顺畅、高效。
为了能够更好地配合好焊接,激光下料应做好以下三个方面。
1
解决由激光切管特性带来的影响
●
在传统下料工艺中,由于人工锯削的包容性强,锯断是不需要特别考虑材料厚度的,即使是圆棒也可以慢慢锯断。而激光切割则对材料厚度非常敏感,过厚的材料会影响其切割效率,甚至可能无法切透。
传统切割方式中,手持式火焰切割喷头细小又灵活,可以根据切割需求人为地自由调整切割位置;相比于传统手持式火焰切割喷头,激光切割头则要宽得多,因此在切割过程中更需要注意避免切割头与管材的碰撞。

左边2图为传统的手持式火焰切割;右图为激光切割
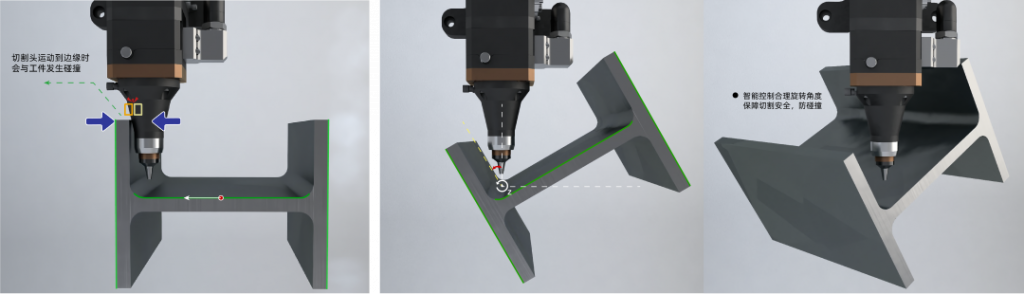
左图为切割头与工件碰撞的原因解释;右图为TubesT处理过后安全切割的示意图此外,市面上很多激光切管机是不带摆轴的,这固然是为了节省成本,但缺少摆轴的激光切管机,做不到切割头在管子拉伸方向的倾斜,所以无法切出坡口零件。L形拼接需要坡口才能完全吻合,而普通切管机切出的斜切零件端面有凸起,不能够两两拼合,所以无法实现直接焊接。有些工厂为了避免这种干涉,在焊接之前增加了打磨工序,这无疑降低了生产效率。

不带摆轴的切管机切出的零件拼接有干涉对于这类问题,通常是通过修改图纸来解决。以L形拼接为例,为了应对拼接干涉,在实际操作工程中可以把干涉的部分切掉,再满焊填补缝隙(焊缝补偿);也可以把零件设计成其他形状,进而绕开坡口切割这个难题(公母拼接、圆角V槽)。

从左至右依次为矩形管焊缝补偿、公母拼接、圆角V槽
2
使焊接更牢固更美观
●为了增强接头强度,可以主动改变下料形状,在拼接边缘切出坡口,这样不仅降低焊接难度,还可以使成品更牢固也更美观。

左图为下料图纸处理前;右图为处理后柏楚三维套料软件TubesT里提供了类型丰富的坡口功能,极大地简化了这类图纸的生成步骤,能够快速适配不同的焊接需要。

左图为处理后的零件效果;右图为成品焊接效果
3
避免误差导致的拼接问题
●对于激光切管机来说,卡盘安装精度、管材本身的精度、夹持精度等细节,都会对最终的切割结果造成影响。如果累计误差过大,切出来的零件在拼接时,就会有明显的干涉或者缝隙,进而影响最终的焊接质量。

左图为管材弯曲精度差;右图为肉眼可见的切割误差为了减少误差,应当尽量保证机器精度和管材精度。除此之外,柏楚切管系统也提供了许多动态补偿误差的方案,比如利用随动支架减少管材转动过程中的甩动误差、利用加工中寻中(加工的同时进行寻中)来减小每段管材内的中心误差等。
柏楚深耕激光领域多年,围绕切割控制技术,力求打通上下游工序,共建高效高质高能的自动化生产流程。
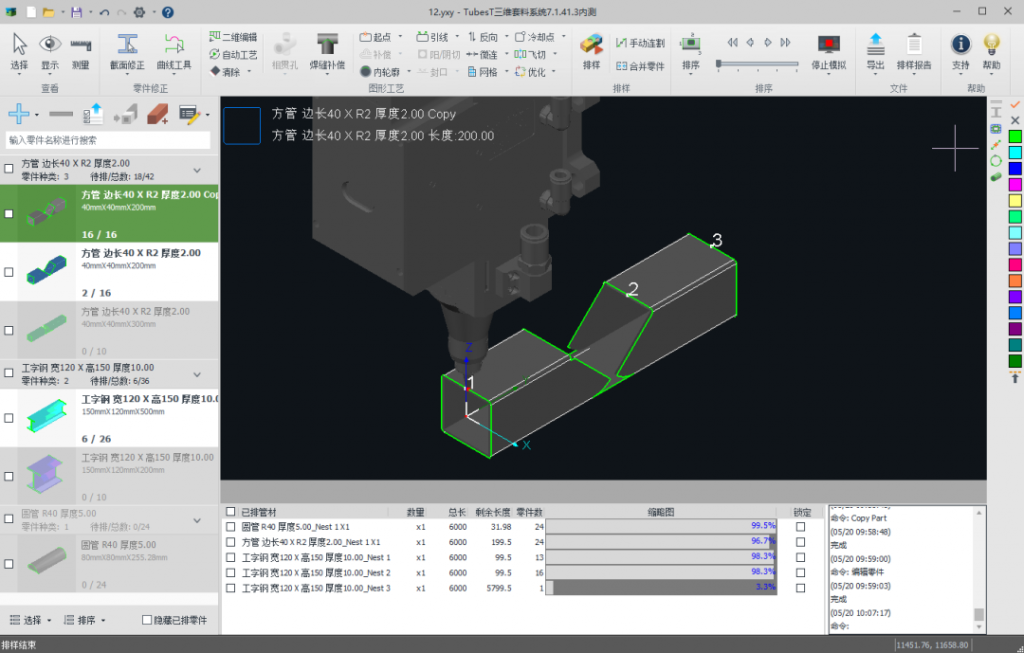
柏楚三维套料软件TubesT柏楚三维套料软件TubesT围绕下料图纸,将多年沉淀的经验整合到软件功能中,面对不同的焊接要求,都能便捷地生成对应的加工轨迹,省略了用户对方案和参数的摸索。再辅以完备的图形工艺和套料功能,全面接管用户的图纸难题。
柏楚管材切割软件TubePro充分发挥激光切割优势,保证高速高精度下料,全方位提升用户体验。两个软件相辅相成,共同为焊接提供了有力保障。
未来,柏楚系统仍然会不断优化并完善激光切割技术在整个加工流程中与每一个加工环节的契合度,让激光加工更简单,为激光加工行业发展保驾护航。