2013年,雾霾成为年度关键词,世界上污染最严重的10个城市,有7个在中国。
雾霾危害:雾霾中的物质会对人体的呼吸系统,心血管系统等产生危害。
雾霾来源:以北京为例,该市PM2.5来源中,机动车排放占31.1%。
最经济的轻量化方式
汽车轻量化是未来汽车重要的发展方向之一。主要原因是:⑴资源短缺;⑵环境污染,汽车保有量攀升,排放增大;⑶新能源汽车续航能力不足。
减轻100kg整车重量,每百公里油耗可降低0.3~0.6L,每公里减少9gCO2排放量。世界节能与环境协会的研究报告:汽车整车重量降低10%,燃油效率可提高6%~8%。
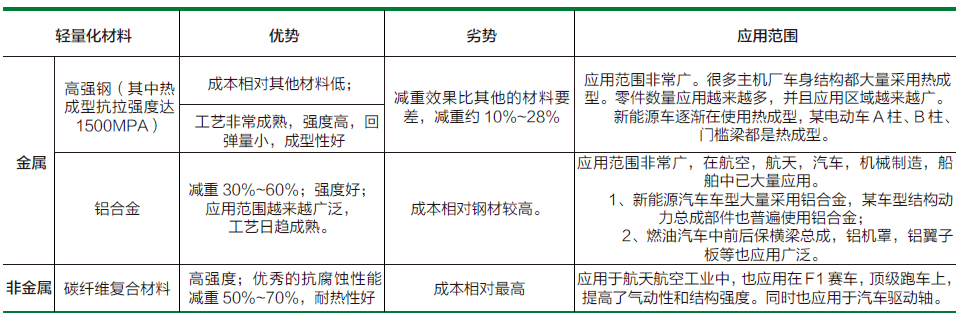
《节能与新能源汽车产业发展规划(2012~2020年)》、GB/19578《乘用车燃料消耗量限值》、GB/27999《乘用车燃料消耗量评价方法及指标》中平均燃料消耗量水平在2020年下降至5L/100km,对应二氧化碳排放约为120g/km。通过国家颁布的这些文章可以说明汽车轻量化势在必行!其中,碳纤维——有钱任性的选择,铝合金——理性消费者轻奢路线,热冲压——“减肥”也能经济实惠。从成本与性能双重角度来看热成型等高强度钢是目前满足车身轻量化、同时提升碰撞安全性能的最佳材料之一。
汽车工业的对策
超高强钢热冲压技术
采用高强钢有以下优势:①降低成本,减少零件数量,高温下成型压机吨位较小,一步成型,简化工序,车身结构优化。②降低油耗,减小排放。通过厚度减薄,减轻零件重量,通过结构优化,取消某些加强件减轻重量。③提高性能。高强钢强度可达到1500MPa以上。④零件成型精度高。目前,全国范围内排放和碰撞法规日益严格,追求确保汽车安全舒适前提下的轻量化是行业发展趋势,热冲压零件的应用呈现快速增长态势。
热冲压市场分析
如果每辆车的A柱、B柱、四个车门防撞杆以及部分底盘件等10多个零件都逐渐使用热成形件,最终将形成一个约2.3亿件热成形件的市场需求。
目前中国热冲压线数量已经超过100条,未来需求还在60条左右,发展前景广阔。
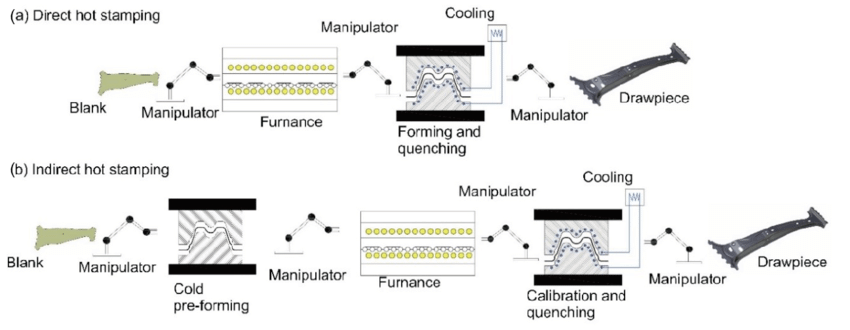
热冲压成型工艺介绍
热冲压工艺
开卷落料,板料堆垛;自动化上料;板料出加热炉;板料加热;送料;热压、保压;取件;出件;检验;激光切割;定位。
热冲压板材的类型
等厚板,激光拼焊板(TWB),轧制差厚板(TRB),补丁板,等厚变强度板。目前普遍应用的是等厚、等强度板热冲压技术。激光拼焊板、轧制差厚板、补丁板、等厚变强度板正逐步推广应用。

热冲压的技术优势
强度高,提高车型的安全性能;实现更大程度的车身轻量化;减小油耗和二氧化碳排放;零件成型性相对较好,内应力小,几乎没有回弹,尺寸精度高;车身结构设计简单,加强版数量有效减少;成型力小,降低压机吨位要求;有效提高零件的表面硬度及其耐磨性;降低冲压噪声;通过车身结构优化设计,可以有效控制综合制造成本。
热冲压的未来提升方向
生产节拍慢达到3件/分钟;需要激光切割进行切边、切孔;工艺影响因素比冷冲压复杂的多;无镀层板冲压过程会产生氧化皮,需要定期清理;工作环境比冷冲压差;能耗高,钢板需要加热到930~950摄氏度。
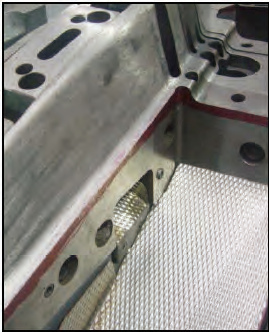
热冲压的应用及案例
热冲压的应用
热冲压技术在欧美,特别是欧洲得到非常广泛的应用,被普遍认为是有效减轻车重、提高碰撞性能和降低车身制造成本的有效手段。大众系列车型中一般有10%以上的热冲压零件使用比例;FIAT拟在后续新车型使用16%以上热冲压零件;Volvo拟在后续新车型使用35%以上热冲压零件。
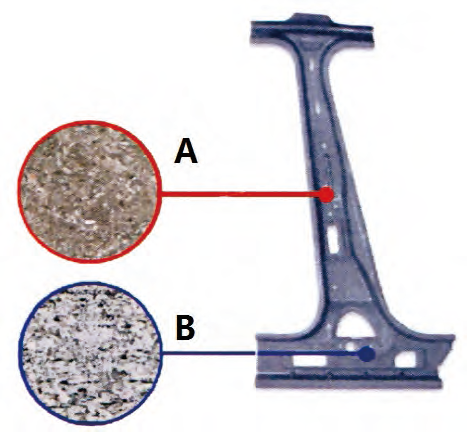
热成型零件在车身设计中的使用可以达到40个,甚至
更多。下挡板;顶盖前横梁;顶盖拱横梁;顶盖后横梁;后纵梁后部可设计成软区区域(后碰溃缩吸能)结构可以是TWB,TRB,软区,具有一定可变形长度;踏板横梁;前座椅后横梁;前座椅前横梁;通道;前纵梁前部可设计成软区具有一定可变形长度区域(正碰溃缩吸能),结构可以是TWB、TRB、软区。
结束语
未来,热冲压在整车的结构件上的应用会越来越多;近几年热冲压的项目也将会越来越多;作为一个冲压人应该提升自己的业务水平以及知识储备来为客户提供更好的设。