在汽车市场竞争日趋激烈的情况下,提升产品精致性是提高产品竟力的最有效的手段。汽车车身外覆盖零件质量由零件的形状尺寸精度和外观质量决定。汽车外覆盖件尺寸直接影响到整车的装配,需要进行有效的控制。
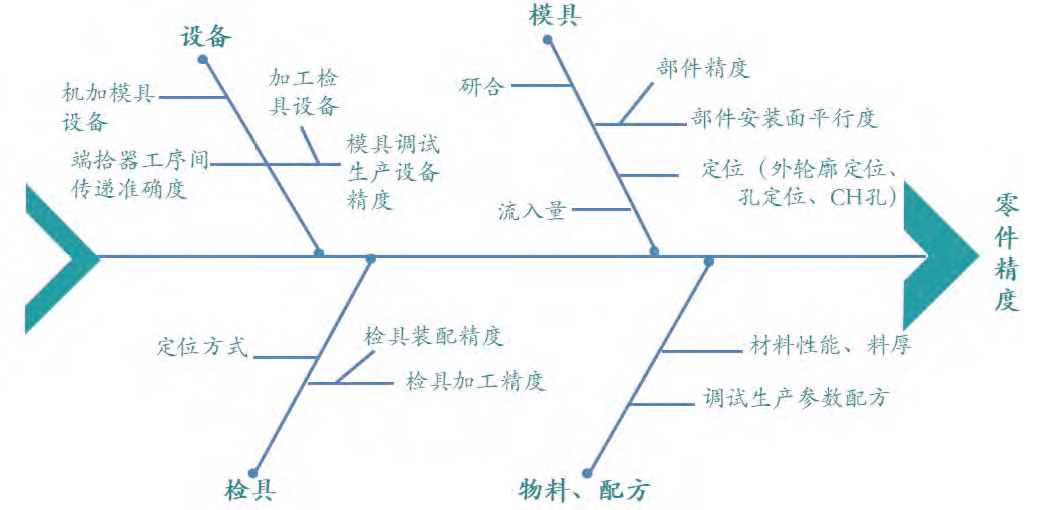
覆盖外板零件精度的影响因素
汽车覆盖外板零件的精度主要受到了两个阶段的影响,分别为工艺设计阶段和模具制造调试阶段。工艺设计阶段:回弹补偿主要依据CAE分析数据,或参考过往车型回弹量经验值进行补偿。随着CAE软件计算能力的提升,在工艺设计阶段进行回弹补偿,特别是拉延和后工序的回弹补偿,已逐步缩小了CAE分析和实际调试零件回弹差异,但还不能完全消除回弹。零件回弹是冲压生产中最难以控制的一个环节,使得后期模具调试提升尺寸精度尤为重要。影响模具出件后的尺寸精度因素很多,主要以下四个方面:①设备:模具、检具机加工设备精度、模具研配、调试及生产机床精度、生产时压机间工序传递(端拾器、机械手);②模具:模具基准孔精度、型面加工精度及模具研配符型情况③检具:检具定位方式、测量方式及检测块精度。④物料、配方:冲压成型工艺参数、材料规格(材料牌号、料厚)。
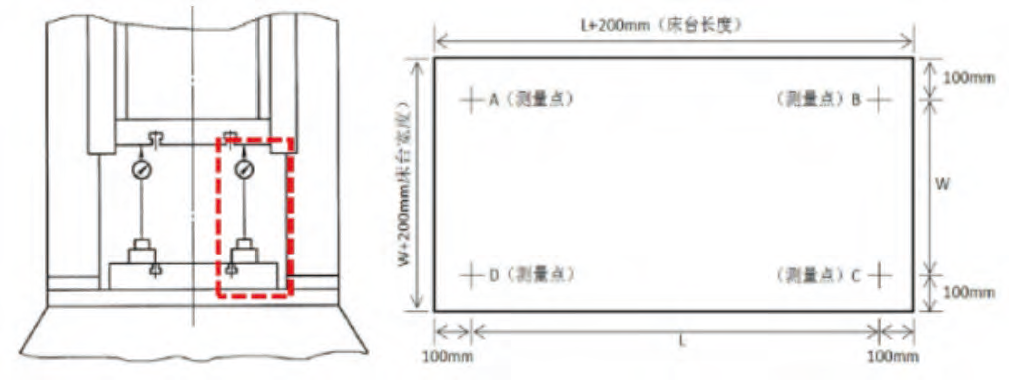
压机平行度测量
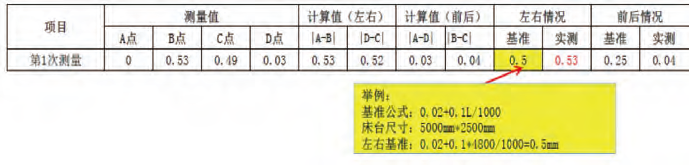
平行度数据记录
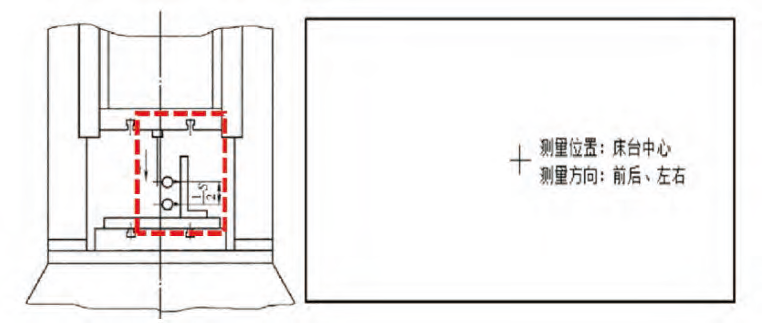
压机垂直度测量
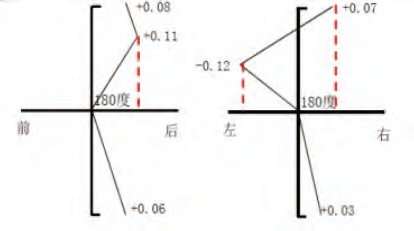
测量视图
提升模检具制造阶段零件尺寸精度的研究
设备精度检查、管理。
由于模具加工、调试及生产设备的差异,会导致模具制造零件尺寸精度存在偏差,因此需要对压机进行管控,提升模具基准的精确度。从某种角度来说,在温差的影响下,数控设备在汽车制造中于不同时间段应用时,其制造所生产的模具精度不同。为了减小机床对模具制造精度的影响,同一车型的外覆盖件模具最好能在统一的设备制造、调试或生产。但由于各模具厂、主机厂内存在差异,很难保证,那么就需要对设备进行精度管理。压机的平行度、与垂直度、顶冠的平行度、顶杆高度直接影响冲压件的精度,尤其拉延、翻边整形工序。压机平行度测量方法主要是滑块到下死点状态,即滑块开始到180°状态下平行度。依据基准公式0.02+0.1L/1000,左右基准:0.02+0.*4800/1000=0.5mm。
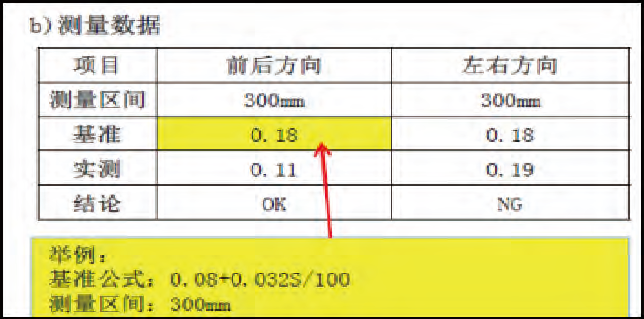
测量数据
下模具
上模具

下模具
垂直度的测量是压机处于空载的状态下,且平衡器气压需保证已平衡滑块重量,使压力机整体处于完全静载前提下进行测量。通常测量固定区间内波动数据,一般以下死点为基准,向上测量固定区间长度区间。基准公式:0.08+0.32S/100(S为测量区间)。对于拉延深且成型面积大的冲压件,选择液压设备稳定性更高。不同的压机生产或者研配都会造成拉延成形零件的尺寸,重点控制的制件最好固定为相同的生产线生产或研配,避免由于设备更换使冲压件尺寸受到影响。影响零件尺寸的因素除了压机外还受到工序之间传递的影响,例如机械手、端拾器、零件货架等多因素的影响。
模具制造影响及提升方法
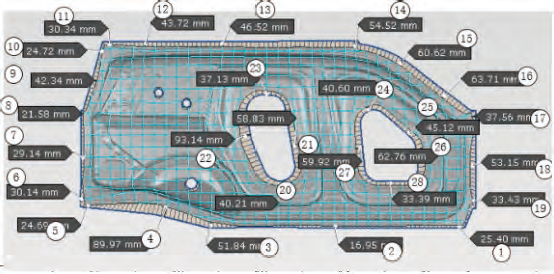
汽车外覆盖件尺寸精度是由模具成形后所得的零件表面尺寸,在汽车外覆盖件制造阶段,提升制造阶段汽车覆盖件模具的精度尤为重要。模具制造是以零件设计制造尺寸为基本的依据和准则,需要考虑零件尺寸可能存在的回弹和强制整形的影响而导致制件变形。在对成形零件的尺寸进行计算时,就需要考虑参照前期的CAE分析和相应的经验数据进行计算。除了前期回弹分析把控精度外,还需要对模具基准孔提升制造精度。基准孔是汽车零件制造期间外覆盖件模具单个零件数控加工的最基本准则,通过对定位基准孔制件的合理分析,能够有效实现上下模座的连接。在检测期间,需要利用汽车整车上基准孔测定的方式加强对汽车外覆盖件精度的明确,并及时对不合理的模具进行精准加工,从根本上降低上下模具组模时,位置偏移现象的发生。另外对模具各零部件的加工基准也需要注意提升加工精度。拉延序模具凹凸模的间隙、拉延筋可以控制材料的流入量,因此对零件精度的影响非常大,对模具精度的保证显得尤为重要。
 、
、
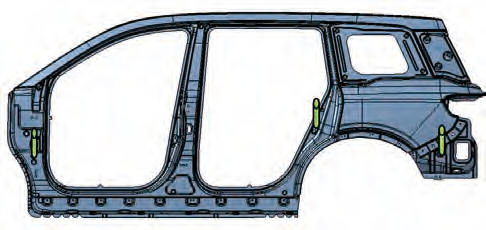
发盖外板轮廓定位方式
定位设计
翼子板定位方式
检测块:标识测量点(产品延长面)
检测块:设计为模块(产品对手件)
模具制造阶段,提升模具型面制造的精度也是尤为重要的。模具型面在加工过程中会留下刀纹,模具拉延序型面表面的粗糙度降低,也可以提高成形零件的尺寸精度。提升模具型面的制造精度也可以减少后期钳工的研合整改的工作量。同时,也可以利用提高钳工技术水平,实现模具型面表面的粗糙度提高,
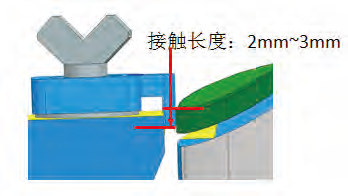
从而提高制件精度。检具设计制造改善零件精度冲压件的检具设计是根据冲压领域的GD&T,它需要结合整车的RPS点设定而定。在检具的设计制造过程中可以根据整车RPS点设定而更优的设定检具。例如发盖外板检具,发盖外板大部分的零件是无孔的,只能作为轮廓定位。轮廓定位在测量过程中会存在数据不稳定,可重复性较差。则可以将检具定位点设计进行优化,将定位点设置在翻边面较直顺的边界,可以设置在挡风玻璃侧。定位时注意使用R角作为定位面,翻边面回弹大,容易造成定位不精确,所以定位设置在R角面上接触长度2~3mm,下段翻边面逼空处理,保证精度的稳定性。
 侧围定位方式
侧围定位方式
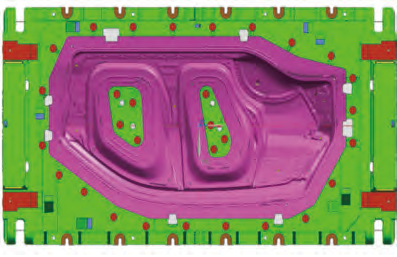
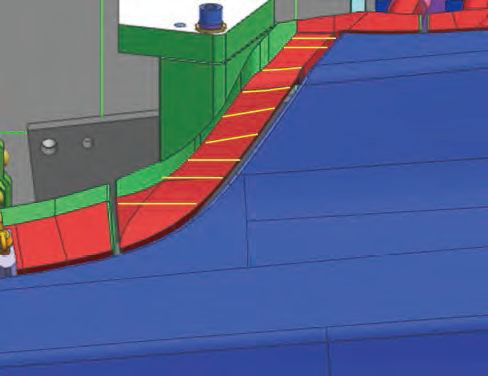
不同材料对零件流入量的影响
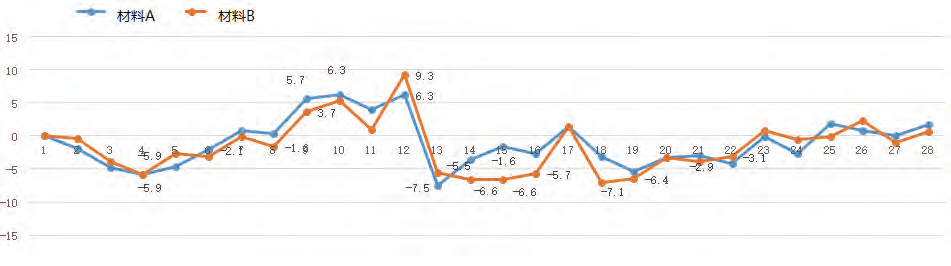
材料A 与材料B 使用对应的流入量差异
测量时需要使用CH孔进行定位,测量基准位置的尺寸,先把基准位置的尺寸调整到位。然后再用检具上的定位基准定位,无孔的外板测量方法如下:用CH孔定位:观察CH孔定位时检具的基准情况,将此基准值修改到理论状态。观察自由回弹量,确认零件是否异常,零件是否与检具干涉。基准部位的零件是否贴近零贴。
确认装夹方式:确认基准处是否要夹紧,安装顺序是否正确,间隙尺确认轮廓间隙。检测块确认面差。测量零件:参照零件精度表要求,全方位测量尺寸。如翼子板零件,检具设计定位时首选法兰边孔作为Z向的主副定位,X向选用轮廓定位,轮廓定位同样首选直边位置,而非图示的弧面位置。翼子板的测量应该先确认法兰面上定位孔是否和基准面贴合,然后对齐棱线,再锁死法兰面上孔的定位销。与前门配合的轮廓面作为X向定位。初始的测量也是需要先通过CH孔的检测来全尺寸测量,包括对基准处的尺寸进行测量。当把轮廓定位基准的尺寸改达标后才会进行测量。
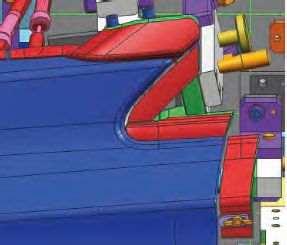
检具设计中,除了定位的影响外,还可能受到检测块设计的影响,若翼子板中月牙湾处测量,由于是弧面会造成测量的误差较大。为了减少测量带来的误差,可以将检测块设计为产品延长面设计检测块,同时将检测块进行弧面线的标识,便于每次测量的可重复性。后视镜和A柱这样的配合面最好设计为模块进行评估对整车的外观影响。
对于像侧围这样的大型外覆盖件,检具设计建议使用三个基准孔作为定位,一般设计在A柱、B/C柱和后保位一共三个基准进行定位。主定位采用圆柱型销,其余副定位采用菱形销。测量时需要先定位主定位A柱的销,其次是后保位的副销,最后才是B/C柱的辅助销,进行全尺寸的测量前可以通过看AB柱的侧壁,确认零件是否有前后的偏移,通过看门槛侧壁和定边梁侧壁,可以看出零件是否上下有偏移。若有偏移需要确认模具的符型、定位、工序之间传递是否有异常。侧围主要出现的精度问题都是在尾部后保位、四角窗位,后门配合位,一般造成的原因可能是前期的膨胀系数大或小、回弹量不足,后期模具加工的精度和模具研合的符型情况导致。精度提升可以先从后门配合位置优先可以保证整车门缝间隙精度,四角窗位置精度的提升建议确保符型OK的情况下,孔保证。后保位置精度提升设计型面和孔的精度且有局部基准的要求,建议整改时首选机加工处理,可以用上机床数据对刀后找基准加工修改,来提升侧围后保的精度。
检具的管理也可以提升检具的精度,一般常见的管理就是定期使用三坐标进行精度标定。应该将检具的管理列入日程的检测,经常确认检具的状态是否异常,检测块是否松动。如有检具有变化,或者产品进行了设变,都是需要对检具进行整改且重新标定后再使用,避免检具对零件精度的影响。
物料、配方:冲压成型工艺参数、材料规格(材料牌号、料厚)
薄板冲压的成型过程分为拉深和胀形。拉深是指模具给材料边缘部分所施加的压紧力,目的是为了防止零件不产生翘曲,而板材可以在模具的凹模中自由的流动,变形发生在板料的边缘部分。而胀形指的是在冲压过程中通过上模具和下模具或模具上的加强筋将板料压紧,使板料不能自由流向,使变形发生。因此冲压成型的工艺参数设置对零件的成型会造成直接的影响。
材料在模具中的成形过程是塑性变形,因此材料的性能与零件的成形性直接的关联,材料规格会影响材料成形的延伸率、起皱趋势、开暗裂及回弹,从而造成零件精度的差异。材料A与材料B两种不同材料会对拉延序材料流入量产生差异,从而导致零件的回弹量不同,最终影响制件的精度。
结束语
零件尺寸控制主要分为前期工艺分析阶段的回弹补偿,后期模检具设计制造(包括调试生产)各项精度的影响。前期回弹补偿主要依据CAE分析和经验数据,后期的模检具设计制造影响因素较多,需要对设备、模具以及检具等影响因素进行重视及管控。覆盖件模具设计是一个耗时耗力耗财的过程,需要制造符合产品尺寸的零件,模具需要进行反复的试模和修模,延长了新车品培周期。对车身覆盖件回弹控制、设备精度方面进行管理以及模检具设计制造能达到良好的条件,就可以减少后期修模的工作量,缩短了品质培育周期,同时提升产品的竞争力。