前言
随着社会发展,汽车行业在国内的快速发展,消费者的消费观越来越成熟,使得汽车行业竞争愈演愈烈。为了抢占市场份额、吸引消费者眼球,各车企除对整车质量的提高外,对车辆外观造型要求也越来越高;外造型的新颖化、复杂化,对模具设计制造调试的要求越来越高。本文主要根据某车型车门外板现场调试实际,对车身副棱线造型的制造过程中的要点进行浅析。
车身副棱线对外观的影响
副棱线在车身外覆盖件中对零件强度的增幅有限,主要是配合主棱线,提升车型侧面的饱满度,给消费者带来外观造型的新颖感。
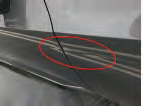
图1 副棱线
副棱线的形式
从副棱线在车身上的体现来划分的话,分为两种:渐变式和贯穿式。
渐变式:是指车身某一部位的特征线延伸至另一部件逐渐消失,或在车身某一部位增添的特征线向两边渐变至消失,如传祺GS4COUPE。
贯穿式:简而言之,就是从车头至车尾才消失的造型特征线,或是从车身外观零件的边部延伸至另外部件的边部才消失的特征线,如大众朗逸。
副棱线的加工
棱线的加工调试难易程度,其影响因素有两个:夹角和长。其中弦长如图2中所示R值。
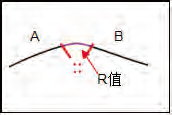
图2 弦长
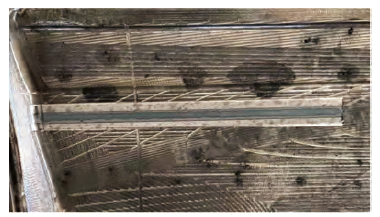
以下主要介绍,某车型门外板棱线夹角为、弦长为0的渐变型副棱线研合调试方法。弦长为0的棱线,行业内称之为锐棱。此棱线,采用精加工前淬火工艺;锐棱在生产过程中,受力和磨损都是最大的,所以在加工前要保证其硬度,在后期调试过程中才能避免因硬度不足磨损导致的造型差异。淬火时,采用激光淬火,确保淬火宽度、厚度均衡性。如图3所示。
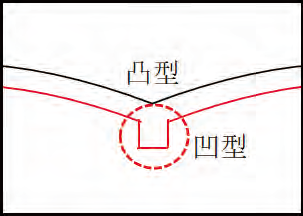
模具加工时,为避免棱线干涉,同时也是为了方便后期对模具的调试研合,凹型面需加工出长宽约0.3mm的避让槽。如图4所示。
副棱线调试研配
对于研配调试大夹角锐棱线,特别考验一个钳工的耐心和作业手法,稍有不注意就会改变棱线相对位置和棱线的弦长。
首先,工具的选择和准备。油石:120#、180#、240#、400#,如图5所示。砂纸:240#、400#、600#、
800#,如图6所示。另外,还有辅助工具合金锉和毛刷,如
图7所示。

图5 油石


图7 合金锉和毛刷
以上工具,在实际工作中根据模具状态、型面研磨量进行适当选用,使用过程中遵循由粗到细的原则进行使用。这样有利于工作效率的提升,以及良好的抛光效果。如果反向操作的话,不但工作效率低;而且相对增加工作量,抛光处理后的效果也差。后期模具量产前对模面进行表面处理时,还要进行返工,这样前期对模具的研合工作就失去了意义。其次,模具棱线研合的作业手法。研合手法在整个模具研合调试过程中属于核心;手法得当工作事半功倍,,考验钳工师傅们的就是手上的力度,也就是一次的研磨量。根据蓝油或红油压出的着色判断,确定相应的研磨量进行研磨。对于研合,先从手法上浅谈一下。如图8所示,油石运行轨迹和加工刀。
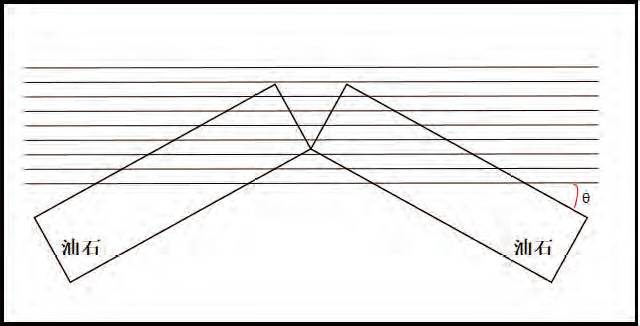
图8 油石运行轨迹和加工刀
痕轨迹成夹角(θ)运行,其中夹角范围尽量保持在;推研过程中要用力均匀,油石运行平稳,要有距离感,不能反复只推一处。因为油石属于易耗品,容易磨损。与刀纹得的夹角过小或过大,难以将刀纹去除磨平,这样就达不到模面平整度要求。同时,还会不同程度的改变材料成型是的摩擦系数,影响零件的稳定性;如图四A、B面,作为棱线夹角面,通常做成强压面,刀纹没有磨平的情况下就会体现到零件上,影响零件表面质量。
棱线两侧刀纹的去除,尤其是弦长为0的锐棱刀纹去除。方法和普通刀纹的去除方法一样,重点是不能改变棱线的弦长和棱线的相对位置。为避免以上情况发生,在作业时会沿棱线将一侧贴上胶纸进行保护,如图9所示,。贴胶纸的好处是油石运动。越过棱线时加大阻力,警示钳工作业人员。这时钳工作业人员就要掌控好力度和油石的运动轨迹。另外一侧作业和抛光作业的方法类同。
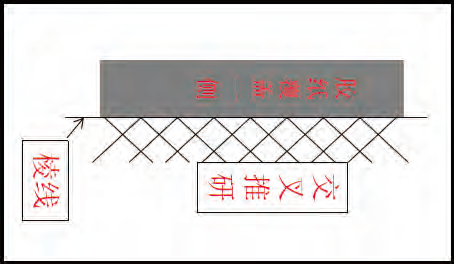
图9 贴上胶纸进行保护
棱线的基础研磨完成后,利用300mm或150mm的合金锉(如图7中所示)进行轻柔推研,检查棱线的顺直度。选择用合金锉检查棱线,主要是合金锉具有一定的柔韧性又不至于产生集聚变形,能更好的贴合模具型面,检查出棱线的顺直度。如果发现棱线局部不顺,可以很好地做出调整。检查确认完,再用砂纸进行抛光。下一步就是确认,上下型面的贴合度,也就是行内说的研合着色率。如果贴合度不好,钳工需要根据蓝油或红油的着色情况进行研配,研配过程要重复文中提到的作业方法。直到达到上下模面的贴合度要求。例如图10所示。模面的贴合度越高,对于生产的零件质量、面品稳定性越高。
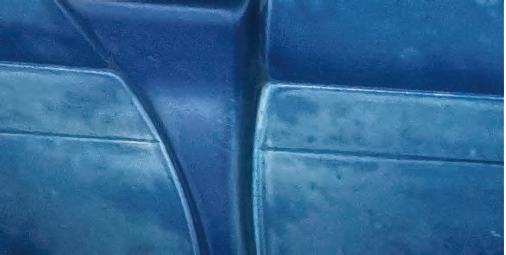
图10 模面的贴合度较高
结束语
完美的呈现车身副棱线对整个汽车造型的实现有着积极的意义,一些情况下可能是是造型设计者实现车身造型的点睛之笔。改变了棱线线条就改变了外观元素,改变了车身整体外观。所以,在外覆盖件加工制造调试过程中,保持棱线的完整度,对车身覆盖件副棱线区域的加工工艺、研配推演方法,生产保养,都提出了较高的要求。本文借助某一车门外板的副棱线的制造过程做了一定的浅析,希望能对后续副棱线的制造提供一些参考。