据央视报道,国内多家船企手持订单已排产至 2029 年,行业效益回升明显,发展态势稳中向好。2025 年,全国造船完工量、新接订单量、手持订单量三大核心指标持续领跑全球,连续 16 年稳居世界首位。
在全球造船业景气周期持续上行、绿色智能转型全面提速的背景下,船舶制造对加工工艺的精度、效率与稳定性提出了更高要求,从板材备料切割,到船体焊接成型,再到运维清洗防锈,全流程都面临工艺升级的迫切需求。

基于对船舶行业发展趋势的深刻洞察,创鑫激光近期深入华东地区船舶制造产业集群,实地走访多家船厂与核心集成商,从终端应用视角,见证激光技术在船舶领域的价值落地。
台州方振 / 方兴船厂:
效率革新,重构板材切割工艺
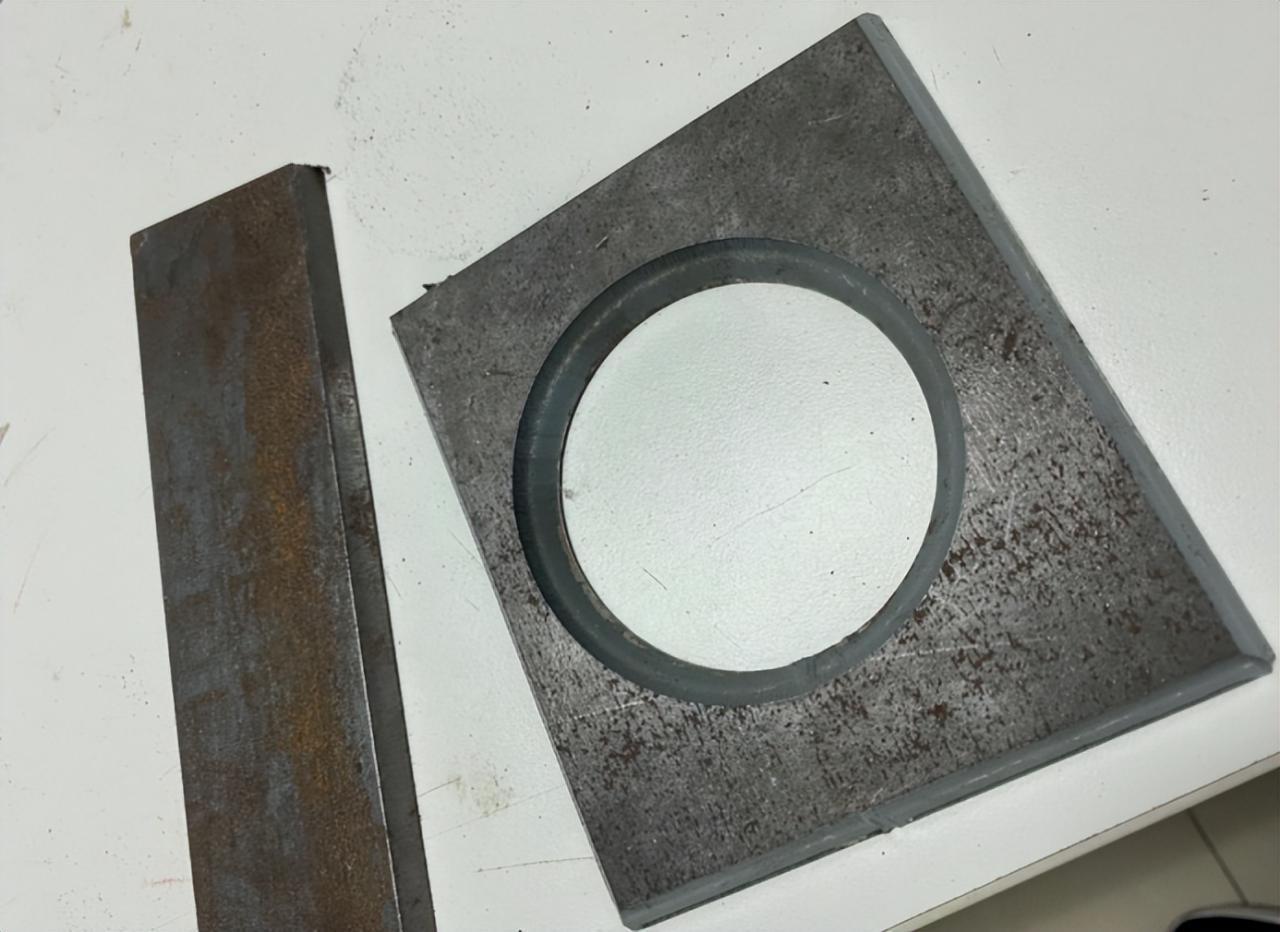
船舶行业是金属焊接和切割的“大户”,从切割工序而言,船舶制造以钢板切割为基础,切割质量直接关乎整船安全。传统下料方式主要有火焰切割、等离子切割、剪切加工,而激光切割的介入,不仅大幅缩短生产周期、降低成本,更显著提升了原材料板材的加工品质。

▲(左)等离子切割、(右)激光切割
本次走访的台州方振船业有限公司与台州方兴船业有限公司,坐落于三门湾畔,是当地颇具规模的民营船企,依托海岸线资源优势,主要从事货船、工程船等各类船舶的建造,在区域市场积累了稳定的口碑与丰富的行业经验。两家船厂均引入宁波瑞骋数控的切割设备,配套的是创鑫2万瓦、3万瓦光纤激光器。

据悉,在引进激光设备前,两家船厂均采用等离子切割工艺,如今等离子设备的使用频率已大幅降低,激光切割成为车间下料的核心方式。工厂激光操作工程师介绍,车间日常加工以8mm-25mm板材为主,采用空气切割方式,每日可完成下料约50张,年均造船6条以上,单船用钢量达4000-5000吨。

相较于传统等离子切割,激光切割的优势尤为突出:切割速度提升一倍有余,割缝宽度仅1.5mm,而等离子切割割缝达5-6mm,仅此一项便可节省材料6%-9%;同时,激光切割精度高、热影响小、污染少,切割断面光滑无挂渣,无需二次打磨即可直接进入焊接工序,同步提升后道加工效率,真正实现“降本+提质+增效”三重突破。

浙江金川船厂:
30kW 二合一坡口切割,破解行业工艺瓶颈
位于宁波象山的浙江金川船业有限公司,是当地头部民营船企,拥有约410米海岸线、8座万吨级船台,年造船能力超20万吨,作为一级Ⅱ类船舶建造公司,其具备油轮、货轮、集装箱船、渔轮等全系列船舶建造资质,行业综合实力雄厚。

▲金川厂区
油轮、集装箱船等大型船舶的甲板、肋板等核心配件,厚度集中在10-40mm,且需专业坡口加工,这一工序曾是制约船厂效率的关键瓶颈。传统坡口加工需经过下料、打磨、钻孔、铣孔等5道工序,需4-5人协作完成,期间还要经过4次转运,耗时费力;而使用创鑫万瓦激光坡口切割,仅需1人操作,无需转运,耗时仅为传统工艺的1/3,彻底攻克行业痛点。
▲创鑫万瓦坡口切割效果
船厂车间内,两台创鑫激光30kW二合一激光器正满负荷运转,配套机床长度达32-38米。自引进激光设备后,金川船厂逐步淘汰传统等离子切割工艺,实现了核心工序的全面升级。

生产负责人介绍,目前25mm以内板材已全部采用激光空气切割。船厂实行两班倒作业,每班12小时,设备日运行16小时,此前采用等离子切割时,日产能约20张板,如今仅需12小时即可完成40张,效率直接翻倍。


耗材成本方面的优势同样显著:传统等离子设备年配件费用约一二十万元,而激光设备年耗材仅需数千元。激光操作工程师兴奋说道:“一个月镜片换不到一个”,从等离子设备切换至激光设备,仅需一天即可熟练上手,不仅速度、精度提高,车间噪音也明显降低,工作环境大幅改善。

上述两家船厂的激光设备均由创鑫激光合作伙伴宁波瑞骋数控科技引入。凭借敏锐的市场洞察力与扎实的技术服务能力,瑞骋数控迅速在船舶行业激光应用领域打开局面,成为连接创鑫激光与终端船厂的核心桥梁。
据公司负责人王总表示,造船行业对钢材的消耗主要以中厚板为主,常用材料型号为:2C、3C、4C、5C等专用碳素钢及12MnC、16MnC、15MnTiC、14MnVTiRec等专用特种钢。其中,普通船只对切割精度要求相对宽松,但集装箱船、LNG液化气船、大型邮轮等“精度造船”项目,对切割精度有着极高要求,而激光切割恰好能完美满足这一需求。
“目前我们的核心客户均来自船舶行业,据大多数客户反馈,他们的订单已基本排至2029-2030年,未来3-4年船舶行业将持续保持高度景气。随着‘精度造船’要求不断提升,激光切割正从行业“可选项”变为“必选项”,市场潜力巨大。”王总说道。

谈及长期携手创鑫激光的核心原因,王总重点提及两点:一是设备稳定性极强,终端船厂几乎无设备故障停产投诉;二是服务响应高效及时,售前技术方案支持、售后运维快速落地,沟通顺畅无后顾之忧。
基于高度信任,瑞骋数控将创鑫激光全系产品作为船舶行业解决方案核心配置,强强联合共推船舶制造智能化、工艺高端化升级。


立足中国船舶工业从“规模第一” 向 “质量顶尖” 升级的刚需,创鑫激光与旗下子公司宝辰鑫、桓日激光,共同打造了“切割+ 焊接 + 清洗”三大专属解决方案,覆盖船舶建造全工艺流程。
激光切割:
专属“利器”,鑫光XG3200三合一
针对船舶厚板切割,创鑫激光推出鑫光XG3200船舶专用三合一解决方案,该方案将激光器、切割头、控制系统三大核心部件深度集成与协同优化,实现了“1+1+1 > 3”的能效飞跃。
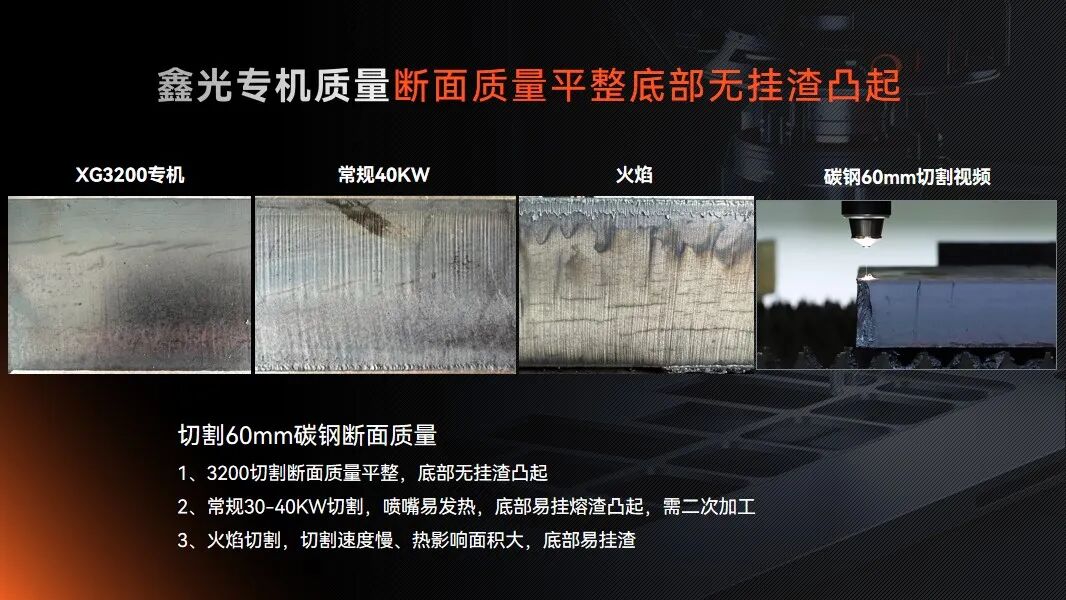
船舶行业厚板使用常规激光正焦切割时,切割件底部易熔渣凸起、切割工件锥度大等影响出品。而XG3200专机基于紫笛数字光斑平台,进行了厚碳钢切割能量仿真,独创“多枪激光”能量模型,超越常规激光切割质量和效果,解决了超高功率光纤激光器厚板切割断面质量和锥度的问题。
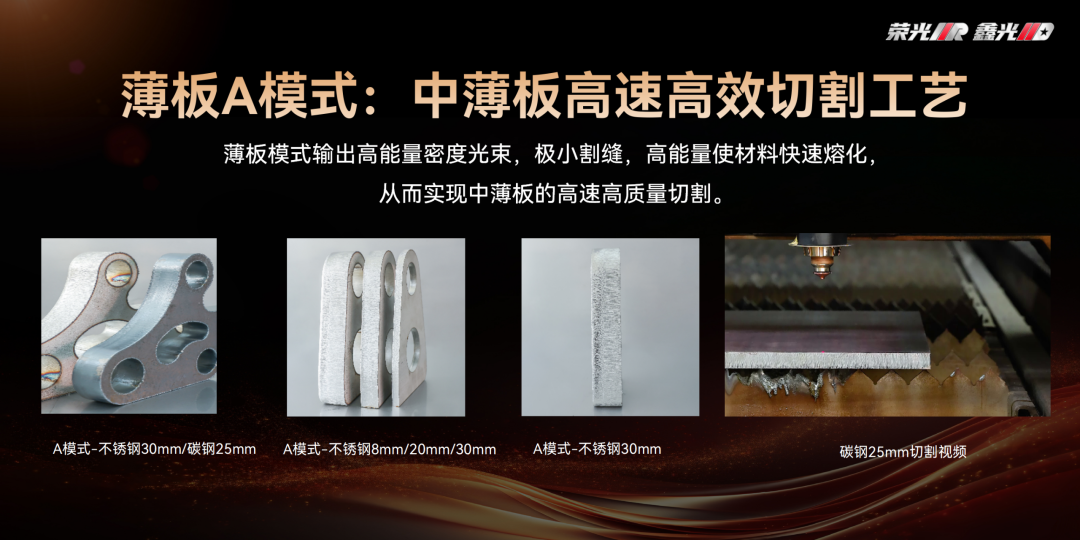
此外,XG3200搭载了薄板A 模式、厚板 B 模式双工艺体系,全厚度覆盖高效加工:薄板A模式输出高能量密度光束,极小割缝,高能量使材料快速熔化,从而实现中薄板的高速高质量切割。而厚板B模式输出高低阶梯式能量,高能量聚焦切透板材,低能量作用于材料边缘,把边缘区域打磨平整,可完成碳钢40mm-80mm厚板高质量切割。两种能量相辅相承,成为船舶重工领域的首选激光切割方案。

激光焊接:
全工况适配,厚薄统统拿下
除了原料切割外,板材的焊接也是船舶加工制造以及船舶工业发展中的一项关键技术。船舶是巨型钢结构,且大量使用厚钢板,厚板焊缝对强度、密封性、无损检测标准要求极高,需严控焊接热变形,传统焊接存在工序繁琐、效率低、变形难控等问题。
为此,创鑫激光通过两类激光焊接技术精准破局——激光-电弧复合焊以高效优质的特性适配规模化生产,桓日手持激光焊则以灵活便捷的优势解决特殊场景需求,共同推动船舶焊接工艺升级。
宝辰鑫船舶复合焊接子系统:依托激光-电弧复合焊技术打造的标准化预集成方案。经 12mm、14mm、20mm 碳钢试板量产实测,可实现不开坡口单面焊双面成型,达成高效高质全熔透焊接效果,同时兼顾低能耗、低变形的工艺特性。

工件焊后焊缝成型美观,外观无气孔、裂纹、未融合等焊接缺陷,焊缝外观质量符合GB/T 19418标准质量等级缺陷B级要求;焊后探伤合格率达到95%以上,焊缝长度>2米;在各个工况下,激光器、激光头等均可实现长时间无故障连续运行。

▲12mm厚,400mm长的工件焊接
桓日手持激光焊:灵活适配船体舱室、曲面、角落等受限空间,完美解决大型固定焊机无法进场难题。它不仅适用于新建船舶的薄板结构焊接,更是船舶现场维修“神器”。
尤其2024 年发布的K1M 系列,堪称移动焊接技术天花板,是全球首款真正全集成手持激光焊。内置自研一体式制氮系统、内置送丝机、焊枪内送丝、光气分离技术实现气耗直降 90%;独创激光摇摆焊接技术,突破传统直线焊接局限,可适配异形件、宽焊缝非标焊接难题,极大拓宽船舶激光焊接应用边界。


激光清洗:
绿色环保,成为船舶运维标配
除锈、除漆、除氧化皮是船舶焊接与涂装的前置关键工序,传统清洗方式高耗能、高污染、易损伤基材。激光清洗凭借高效精准、绿色无损优势,逐步替代传统工艺,成为船舶绿色运维标配。
宝辰鑫激光为此针对不同清洗场景提供了2种定制化激光清洗解决方案:
高能量密度清洗子系统——搭载MOPA-500W-2/15mJ激光器,高能量密度的激光能有效去除各种顽固污物,如锈蚀、油漆、氧化层等。
复合高效率清洗子系统——搭载清洗专用双光束环形光斑激光器DBC 1000/6000,融合中芯MOPA脉冲清洗和环芯连续清洗的优势,具有中芯/环芯功率独立可调、结构紧凑、稳定性高、响应迅速、应用灵活等特性,非常适合致密的钢板高温氧化皮、深度锈蚀、厚油漆等清洗场景。

结语:
当前中国船舶工业稳居全球规模首位,正加速向高端化、精密化、绿色化迈进。创鑫激光紧扣船舶制造精度升级、降本增效、绿色低碳三大核心需求,以切割、焊接、清洗全场景定制化激光方案,打通船舶建造全流程技术瓶颈。
作为国产激光智造先行者,创鑫激光将持续深耕船舶海工赛道,依托核心技术创新与产业链协同优势,联合宝辰鑫、桓日激光迭代升级产品与解决方案,为中国船舶工业高质量发展注入强劲激光动能,助力中国造船从“世界第一” 迈向 “世界顶尖”,以国产激光硬核实力,护航大国巨轮远航。