目前市面上储能系统及动力设备的液冷主流方案,普遍采用将液冷板贴合于电芯底部的安装方式,该方案因结构设计简洁、兼容性强,且适配多数标准电芯模组,在1GWh及以上电网侧储能、工商业储能等场景中应用广泛,是当前量产落地最成熟的液冷方案之一。但随着储能高倍率电芯充放电频次增加、动力设备续航及功率需求提升,底部冷却方案的固有痛点日益凸显,具体集中在以下两方面:
其一,温控响应滞后。电芯本身存在较大热阻,热量需从电芯内部及上部逐步传导至底部液冷板,传导路径较长,导致液冷系统的冷却或加热响应速度较慢,无法快速匹配电芯在高倍率充放电、极端环境下的瞬时温控需求,尤其在调频储能等需要高频次响应电网调度的场景中,这一问题更为突出。即便采用导热硅胶等界面材料填充电芯与液冷板的间隙,仍难以彻底消除接触热阻,进一步加剧了温控响应的滞后性,甚至可能导致电芯局部温度过高或过低,影响电池一致性与循环寿命。
其二,换热效率受限。电芯底部的接触面积本身有限,液冷板与电芯的有效换热面积随之受到制约,无法充分发挥冷却液的换热效能。对于圆柱电芯模组,底部液冷板仅能与电芯底部端面接触,电芯侧面和顶部产生的热量需经内部传导才能到达液冷板,散热效率进一步降低;对于方形电芯模组,虽底部接触面积相对较大,但电芯之间的间隙导致液冷板无法与电芯侧面充分接触,仍存在换热盲区,难以实现电芯整体的均匀换热,进而影响电池系统的安全性能与快充能力。

但是随着特Tesla圆柱电池车型、CTAL麒麟电池,储能高倍率电芯更多次数的充放电,越来越多车企/储能企业将液冷板置于电芯与电芯的侧面。

图右为侧面液冷板
将液冷板置于电芯中间,使得换热面积扩大多倍,电芯大面冷却将电芯控温时间缩短一半,在极端的情况下,如发生热失控情况下,电芯可快速降温,有效阻隔电芯间的异常热量传导。
同时水冷效果明显提升,提高了安全性和快充性能。侧冷方案不仅可以解决了电池包中不同电池之间的温度差异,还可以解决电池顶部与底部的温差过高的问题
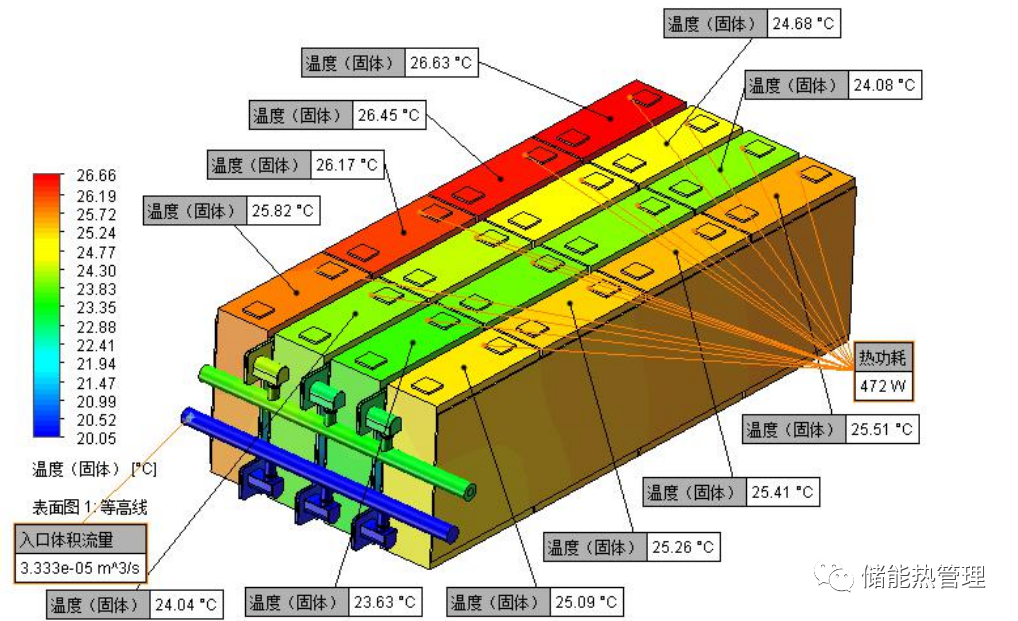
仿真基于1p16s,模组进行验证
从仿真的结果看,大面冷却的效果要优于地面冷却的效果。
电芯大面冷却技术,基于电芯的变化,将水冷功能置于电芯之间,两块电芯中间设计液冷板,对电芯双面冷却。不同流道结构的液冷单元对电池模组散热性能的影响非常大,一个结构设计优良的液冷单元可以明显提升电池模组的散热均温性能。
侧面液冷板工艺主要为原材料冲压—清洗—涂钎剂—铆接—钎焊—检测—封胶等主要过程,一般的液冷板生产技术工艺有埋管工艺、型材+焊接、机加工+焊接、压铸+焊接。
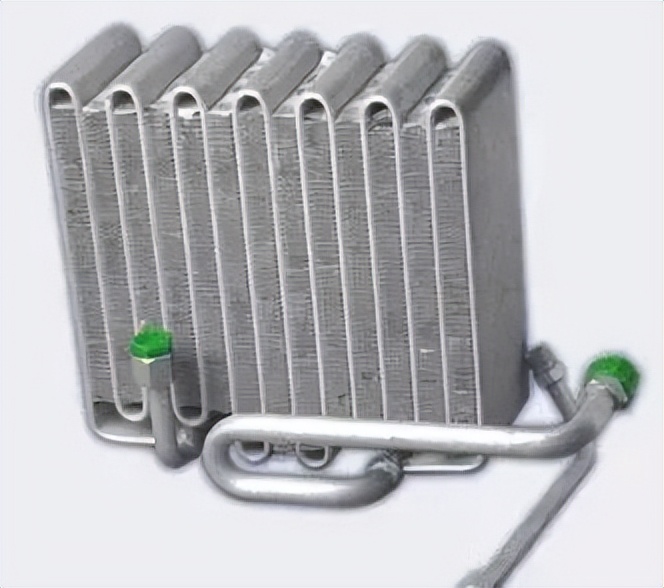
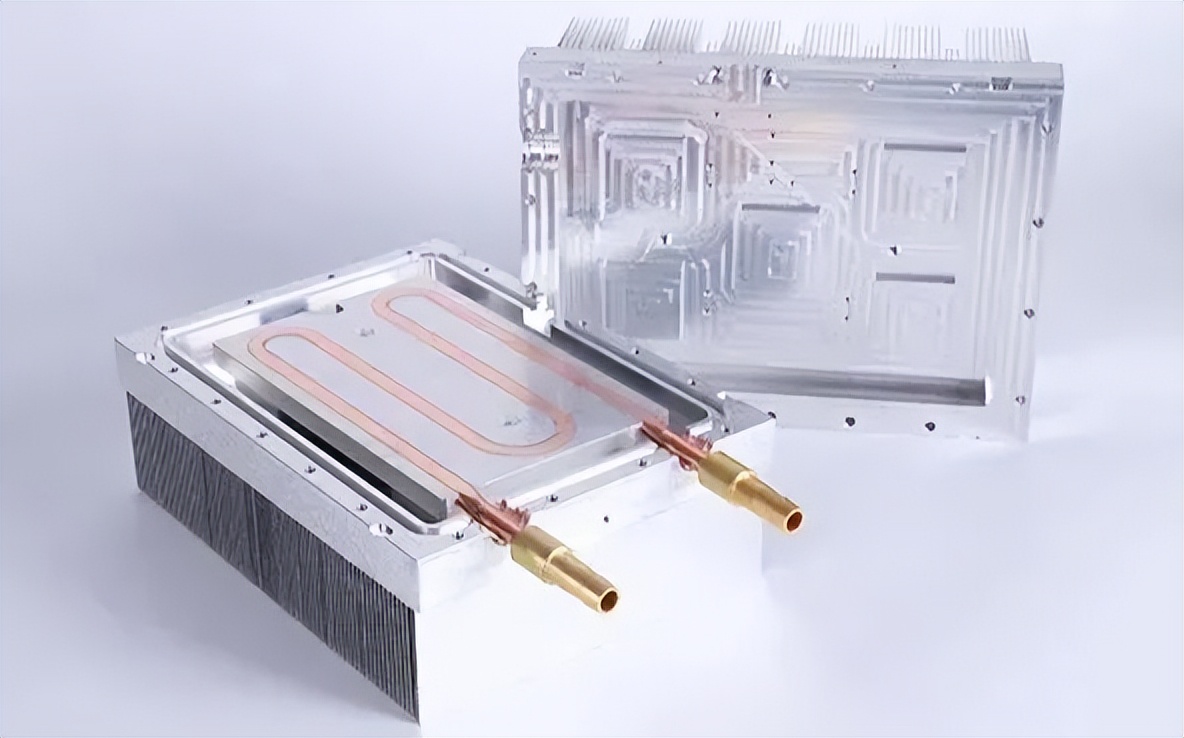
埋管工艺
埋管工艺是用得最多的液冷散热器液冷板的制作工艺,一般来说是铝基板埋铜管,即将铝基板用CNC加工铣槽,再采用冲压机将已弯好形状的铜管压到铝基板上,再进行钎焊焊接,然后进行后加工成水冷板。
埋管式的液冷板一般有三种形式:一是浅埋管液冷板;二是深埋管液冷板;三是焊管工艺;四是双面夹管工艺液冷板。
三种形式的工艺都差别不大,加工的难度也是一样的。有些原本是针对大功率开关器件设计的液冷原理,在动力电池冷却系统中,也可以借鉴应用。
型材+焊接
在型材的基础上加工而成的液冷散热器,此类散热器形状较多,有较多的种类,有板式,有通道式,有组合式的,大致的制作原理是在型材的基础上进行加工及焊接,将型材与接头管路组合成整体的液冷散热器。
利用挤压工艺将冷板流道直接成型,再通过机加方式打通循环,通常采用摩擦焊接、钎焊焊接等焊接工艺进行密封,此工艺生产效率高,成本低;不适用于散热密度过大的应用,不适合表面太多螺丝孔而限制水道走向或降低可靠性的应用条件。
主要应用于:动力电池水冷散热加热装置、分水盒以及标准功率模块一体化散热产品。
机加工+焊接
水冷板采用机加的方式,内部流道尺寸、路径均可自由设计,适合功率密度较大、热源布局不规则、空间受限的热管理产品,主要应用于:风电变流器、光伏逆变器、IGBT、电机控制器、激光器、储能电源、超算服务器等领域的散热产品设计上,而在动力电池系统中应用较少。
微通道散热器,也是一种结合机加工和焊接工艺制造而成的散热器,它制作要比其他散热器复杂,微通道散热器一般用于散热功率较大而且散热较为集中的机器上,微通道的方式因为水道较宽而且较为均匀,能快速的带走集中的热量。
但是微通道的液冷散热器制作工艺也较为复杂,一般是采用机加工微通道,再用摩擦焊的工艺进行焊接,制作成本也较高。
压铸+焊接
压铸工艺是非常成熟且应用广泛的成型方式,随着新能源汽车的快速发展, 成为电机控制器、动力电池包托盘及散热箱体成批量生产的首选方式,但需在工艺上控制压铸杂质、气孔等问题,保守采用密封圈方式或者采用摩擦焊焊接的方式,都需要在工艺上提高可靠性避免导致漏水问题。
压铸成型再焊接,工艺控制良好,且制程稳定,具备批量交付能力。除了摩擦焊焊接工艺,部分水冷板还会采用钎焊或真空钎焊的焊接工艺。
液冷板的材料,主要有两种:铜和铝。
铜材因为价格昂贵,重量相比同体积的铝也大了很多,故在很多地方, 能能用铝的就用铝,不得已选择铜。
铝合金液冷板根据使用场景,也有各种大小和形状以及对应的不同的制造工艺。比如搅拌摩擦焊,钎焊,激光焊,氩弧焊等。
在国内的大储领域,液冷技术从2021年开始获得推广使用。国内少数几家主要的液冷厂突破了大型液冷板的制造工艺。
在各家摸索了1-2年的基础上,基本形成了三种模式的储能冷板,吹胀式液冷板、钎焊式液冷板、铝型材式液冷板。
*本文部分素材整理自网络,若涉及版权问题,请联系我们删除!