随着工业轻量化生产的推进,对铝合金的加工需求量不断增加。由于铝合金材料的特殊性,在焊接过程中容易产生气孔等焊接缺陷,从而影响焊接质量。如何应对铝合金激光焊接挑战?
01
铝合金激光焊气孔类型
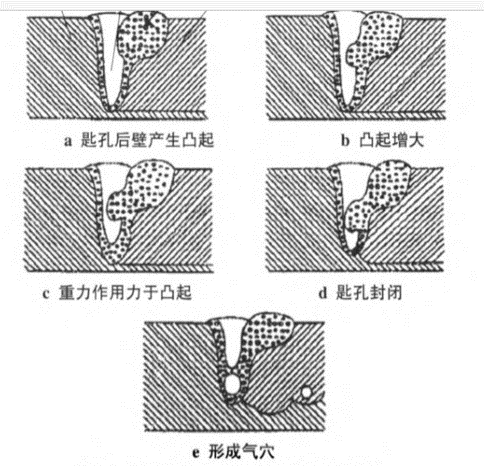
匙孔塌陷导致的气穴形成原理示意图
小孔塌陷产生的气孔
在激光焊接过程中,当表面张力大于蒸气压力时,小孔将不能维持稳定而塌陷,金属来不及填充就形成了孔洞。
氢气孔
氢在液态及固态下溶解度的差异导致凝固过程中氢气析出。如果析出的氢不能顺利上浮逸出,就会残留在焊缝中成为气孔。
在功率密度足够高、小孔稳定的情况下,目前铝合金激光焊气孔多为氢气孔。
02
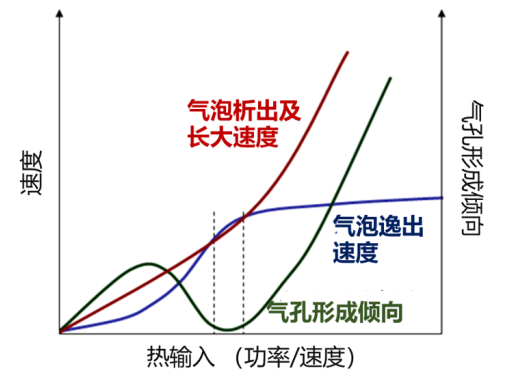
铝合金激光焊氢气孔的工艺抑制
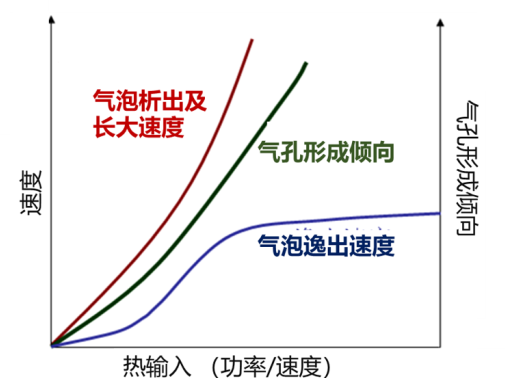
低激光功率密度焊接铝合金示意图
低激光功率密度焊接时对应熔池体积大,熔池冷却速度相比高激光功率密度焊接时慢,因此氢气泡析出时间长,长大速度维持在较高水平,气泡逸出速度在工艺窗口范围内始终无法气泡析出及长大速度,对应气孔率高。而高激光功率密度焊接时熔池体积小,冷却快,氢气泡的析出时间短,在相对小的热输入时气泡逸出速度大于气泡析出及长大速度,可得到低气孔率的焊缝。
高激光功率密度焊接铝合金示意图
对于铝合金激光焊氢气孔的工艺抑制,有多种激光焊接方案,主要是通过工艺手段避免氢气泡析出及长大,促进氢气泡逸出熔池。简单来说就是通过高功率密度,减小热输入。而在众多方案中,手持光纤激光焊机颠覆了以往激光焊接机的工作模式——用手持式替代以前固定光路,手持激光焊接的方式更为灵活方便,适用场景也更广泛。
IPG LightWELD系列手持焊机的激光光源具有小芯径的特点,即使没有圆形摆动,在焊接铝合金的过程中,也能有效降低气孔率,可谓是铝合金焊接利器。

03
IPG手持焊机气孔率测试

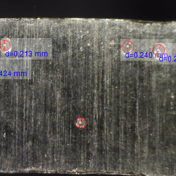
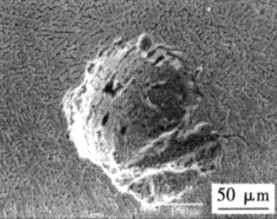
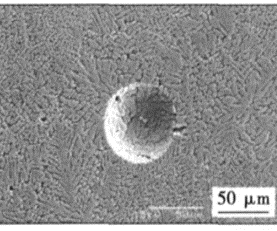
IPG手持焊机铝合金焊缝截面气孔情况
使用IPG LightWELD最新手持激光焊机焊接3mm铝合金板,我们对焊缝截面进行金相分析。取气孔分布较多位置我们可以看到:在39.31mm2面积内有9个小气孔,平均直径0.27mm,最大值0.424mm。
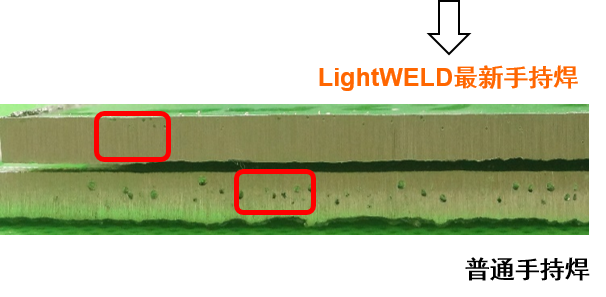
与普通手持焊相比,LightWELD这款手持激光焊机可以有效改善铝合金焊接气孔,在保证焊缝成形美观的同时显著降低气孔率,并且显著降低气孔尺寸。

选择一款性能出色的手持激光焊机是铝合金高质量焊接的可靠保障。IPG的LightWELD 系列手持激光焊机是一款多功能设备,既具备焊接功能,又具有激光清洗功能,双效合一,一机多用。除了性能强大,安全控件设计和防护装置,可以有效防止操作员在焊接铝铜等金属时,由于镜面反射或使用不当而造成的危险,确保操作员使用安全。
LightWELD 系列手持激光焊机配备1.5 kW可调光纤激光光源,可提供2.5 kW峰值功率,通过符合人体工学的手持式焊枪提供焊接所需的加工功率。焊机中存储了工艺参数库,针对常见的材料和厚度组合进行优化,并且能够焊接异种材料和不同电导率的材料。通过结合光束振荡(摆动)特征,摆动宽度高达5 mm,对工件装配间隙容忍度高,同时形成美观焊缝。体积仅为0.1 m3,重量仅有53 kg,尺寸轻巧,适用于多种应用场景。