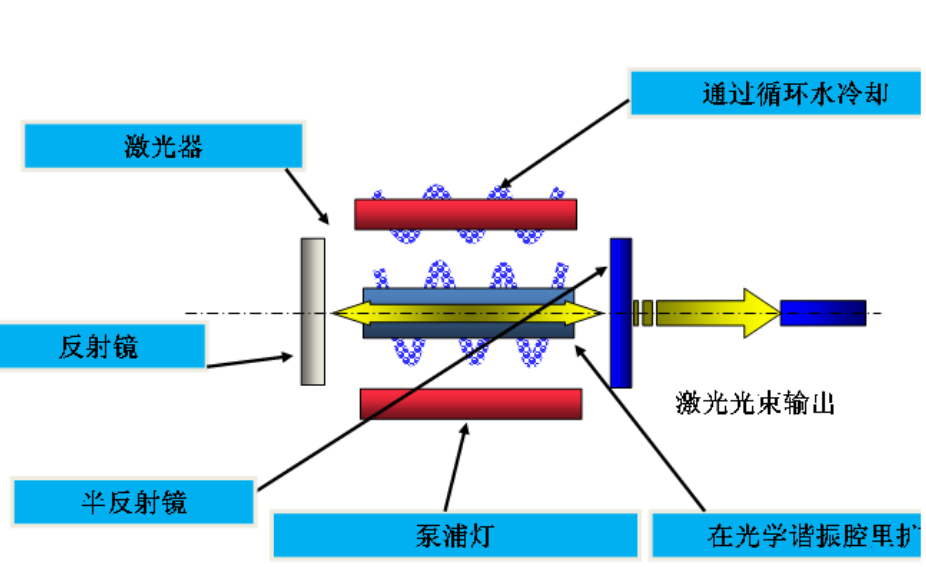
激光发生的三要素:激励源,介质,谐振腔。介质受到激发至高能量状态,由于受激吸收跃迁光在两端镜间来回反射,将光波放大,并获得足够能量而开始发射出激光。
激光的四性:单色性、相干性、方向性、高亮度 因而高度集中的激光可以提供焊接、切割及热处理等功能。
激光器按照发光介质可以分为:
气体激光器 其结构简单,造价低,能连续稳定 工作,如CO2激光器,10.6μm。
液体激光器 常用的是染料激光器,大多数情 况是有机染料溶于溶剂(乙醇、 丙酮、水)中使用
固体激光器 Nd:YAG激光器,Nd(钕)是一 种稀土族元素,YAG代表钇铝柘 榴石,主要优点是产生的光束可以通过光纤传送,1.06μm,激 光束强度可达106W/cm2
半导体激光器常用材料有砷化镓(GaAs)、 硫化镉(CdS)、磷化铟(InP)、 硫化锌(ZnS)等。
激光焊接属于熔化焊接,以激光束为能量源,冲击在焊件接头上。激光焊接属非接触式焊接,作业过程不需加压,但需使用惰性气体以防熔池氧化,填料金属偶有使用。激光焊能进行精确的能量控制,因而可以实现精密微型器件的焊接,且它能应用于很多金属,特别是能解决一些难焊金属及异种金属的焊接。
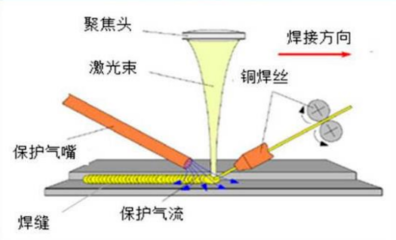
激光钎焊是激光焊接技术中的一种,激光钎焊焊接原理:利用激光光束作为热源,聚焦后的光束照射在填充的焊丝表面上,焊丝在光束能量持续加热下熔化形成高温液态金属,液态金属浸润到被焊零件连接处,在适当的外部条件下,使之与工件间形成良 好的冶金结合。需要注意:工件间的连接是通过钎料熔融金属实现的,且母材本身不应被激光严重熔蚀损伤。
优点:能量密度高,变形小,热影响区非常窄,焊缝的深宽比很高,具有高的焊接速度,易实现自动控制。缺点:由于焦点直径很小,所以焊缝桥联能力很差;另激光器的能量转换效率低。
激光钎焊系统主要由激光发生器及冷却系统、激光钎焊头、送丝机构、机器人 、工装夹具、除尘系统、控制系 统等构成。
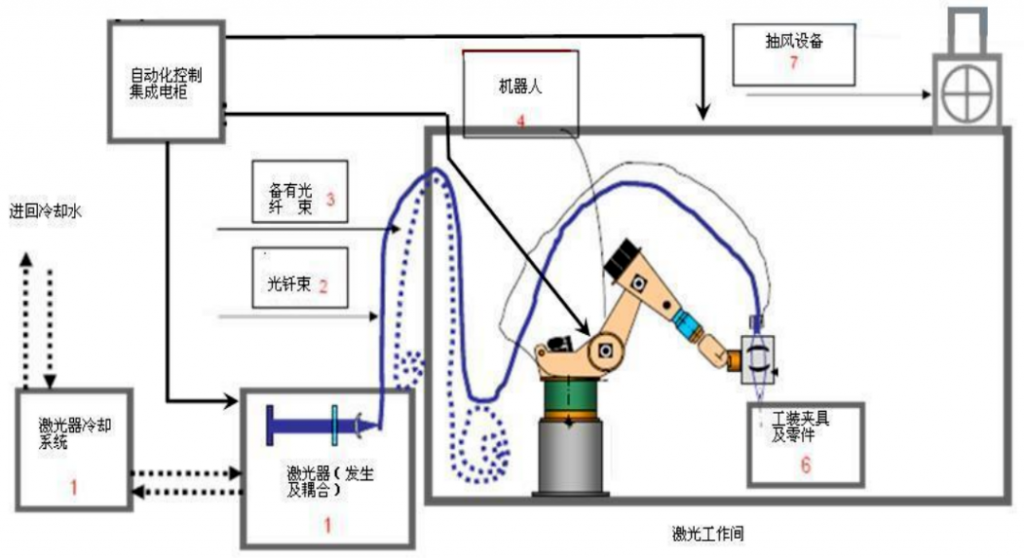
激光发生器及冷却系统。激光发生器是产生激光的装置,是激光钎焊系统中提供焊接能源的装备。激光钎焊头。主要由准直模块,控制模块,聚焦模块,焊缝跟踪模块,气帘模块等部分组成。送丝系统。送丝系统担负着在焊接时 稳定送出焊丝的职责。采用推拉式送丝机构,以保证焊丝良好的准直性及 送丝速度的稳定。如需预热,则增加热丝电源。 机器人。运动系统,实现焊接轨迹的行走,同时承载激光钎焊头及附属装置、水气电路等。机器人负责执行焊接工艺并与自动化系统对话,调用系统中的焊接工艺参数。控制系统。自主工艺柜通过工业总线控制机器人、激光器、钎焊头、送丝机及预热系统的时序动作,来完成焊 接工作。生产主线PLC通过工业总线 与机器人进行信号交换
新能源汽车发展现状2021年中国新能源汽车销量历史性突破350万辆,增长率达到157.5%,同时,市场占有率也不断提升,2021年达到13.4%;新能源汽车已经成为我国汽车行业的重要增量,对汽车产业发展具有重要意义。当前,我国新能源汽车已进入全面市场化拓展期,动力电池产业正处于大规模发展和应用的重要关口,机遇和挑战并存。相关数据显示,2022年上半年我国新能源汽车产量为266.1万辆,销量260万辆,市场渗透率达21.6%。截至今年6月底,我国动力电池装机量累计达531.9GWh,保持全球领先。在车用动力电池方面,今年上半年我国动力电池装车量110.1GWh,同比增长109.8%。其中,三元电池装车量占比41.4%,同比增长51.2%;磷酸铁锂电池装车量占比58.5%,同比增长189.7%。据预测,2022年,中国新能源汽车销量有望突破550万辆,带动中国动力电池出货量超过450GWh;同时,受海外市场订单带动,主流动力电池企业将迎来较大规模的产品出口。
激光焊接在汽车行业的应用激光焊接属于熔化焊接,以激光束为能量源,冲击在焊件接头上。激光焊接属非接触式焊接,作业过程不需加压,但需使用惰性气体以防熔池氧化,填料金属偶有使用。激光焊接能进行精确的能量控制,因而可以实现精密微型器件的焊接,且它能应用于很多金属,特别是能解决一些难焊金属及异种金属的焊接。由于激光焊接速度快、易于实现远程控制和自动化生产,因此被较多应用在汽车制造和新能源电池生产等自动化程度较高的产业当中,随着近年来新能源汽车市场的发展,同时也带动了激光焊接设备的市场需求。数据显示2013年-2019年间我国激光焊接设备的市场规模从15.6亿元一路上涨至101.3亿元。在汽车行业的主要应用工艺主要包括不等厚板的激光拼焊、车身总成与分总成的激光组焊、汽车零部件的激光焊接。而在动力电池领域的防爆阀密封焊接、极耳焊接、软连接焊接、安全帽点焊、电池壳体密封焊接、模组及PACK 焊接等工序,都以激光焊接为最佳工艺。激光焊接技术在汽车车身上应用,可做到减轻车身重量以达到省油的目的;激光焊接技术的牢固性和轻量性,可提高车身一体化程度;激光焊接技术的精度高和效率高特性,可以在生产中提高效率的同时保证其安全稳定性。汽车在行驶的时候由于地面的颠簸挤压,每一个零部件和架构都在承受不同程度冲击,这就需要汽车整体的结构精密强度要很高。采用现在的激光焊接技术,其动静态刚度较其他焊接工艺可得到超过50%的提高,降低了行驶过程中的噪音以及震动,改善了乘坐的舒适度,同时也提升了汽车的安全性能。1.车身焊接汽车工业中的激光焊接大量用在车身冲压零件的装配和连接上。主要应用包括车顶盖激光焊、行李箱盖激光焊及车架激光焊接;另一项比较重要的车身激光焊接应用,是车身结构件(包括车门、车身侧围框架及立柱等)的激光焊接。采用激光焊的原因是可提高车身强度,并可解决一些部位难以实施常规电阻点焊的难题。激光自熔焊,即焊接的两部分或多个部分自身融化后形成一个整体,无需添加焊丝和其他辅助材料,多个部分焊接后自熔成一个整体。激光自熔焊在汽车车身制造中主要分为两大部分,车身组焊和拼焊。车身组焊:车身组焊主要有顶盖和侧围的立柱,后挡板,车身支架及车门焊接,随着产品更替的需求,激光焊接越来越广泛地应用于汽车领域,组焊已经被大部分厂商所接受,目前只有沃尔沃仍在坚持使用激光自熔焊;侧围方面福特SUV和轿车分别有一款使用激光自熔焊,大众的很多车型也在使用。

2.不等厚激光拼焊板车身制造采用不等厚激光拼焊板可减轻车身重量、减少零件数量、提高安全可靠性及降低生产成本;拼焊板是由强度、厚度和涂层都不同的钢材焊接而成,激光焊因其速度快,精度高,焊缝小而被广泛应用,目前的汽车拼焊板大部分都采用激光焊接而成。相比老款车身的纯钢板,拼焊板有三点优势,车身重量轻,采用焊接的方法使板材更薄,以此来减车身重量;整体强度高,车身通过焊接板组成后,强度甚至超过母材本体,增加了车体的安全性;成本相对低,焊接强度、精度都高于传统材料,减少了零件使用的同时也能保证性能。采用激光拼焊板应用于车身制造,可以减少零件、模具及焊接工装数量,降低车身自重和成本,并提高产品的市场竞争力。拼焊板在汽车自车身中的主要应用,主要应用在覆盖件居多,也有些使用在结构件上。

汽车中拼焊板的焊缝主要分为以下三种:单条直线焊缝;复数直线焊缝;非直线焊缝。其中以单条直线焊缝类型应用最多,生产工艺也相对简单。非直线焊缝最复杂,一般根据冲压件成型后的形状设计焊缝,从而提高产品的强度和冲压性能。由于汽车拼焊板后续都要进行冲压成型,所以对拼焊板的成型质量和缺陷控制要求特别严格。主要包括外观(结疤、裂缝、夹杂、孔洞和划伤等)、焊缝成形(焊缝宽度、焊瘤凸出、焊缝有效深度、背面断差和焊缝错边等)和力学性能等(对焊缝进行拉伸、杯突、硬度和弯曲等测试)方面的要求。例如,要求在拉伸性能测试中在非焊缝区域断裂,杯突试验中开裂的区域不能在焊缝或杯突值大于规定值。3.齿轮及传动部件焊接除此之外,变速箱的多种零件都可以在这台设备上完成焊接加工,特别是轿车变速箱中的差速器壳和驱动轴等,经常是单个零件生产完毕后再互相接合并焊接而成。
激光焊接汽车车身的优势1.非接触式加工激光焊接在汽车制造中最重要的优点体现在先进的非接触式加工方式。靠螺丝紧固、胶粘连接等传统加工方法并不能满足现代汽车制造中对精密性和坚固性的要求,并且新材料的应用,也让传统加工方法略显劣势。激光焊接是无接触性的,在加工过程中,可以不触碰产品就能实现精密焊接,在连接的坚固性、无缝性、精密性和清洁性上实现了工艺的跨越式进步。2.激光焊接提升汽车轻量化采用激光焊接可以在汽车制造中用更多的冲压件代替铸造件,用连续的激光焊缝代替分散的点焊缝,可以减少搭接宽度和一些加强部件,降低车身结构本身的体积,从而减少了车身的重量,满足了汽车节能减排的要求。3.提升车身装配精度和刚度一辆汽车的车身加底盘共有数百上千种零件,如何将其连接在一起对整车车身的刚性有着直接的影响,采用激光焊接几乎可以把所有不同厚度、牌号、种类和等级的金属材料连接在一起,焊接的精度和车身的装配精度大大提高,车身刚度提升30%以上,从而提高了车身的安全性。4.激光混合焊接提升工艺稳定性与纯激光焊接技术相比,利用激光混合焊接技术可大大提高钣金件缝隙的连接能力,从而使得企业可以更加充分地利用激光高速焊接时电弧焊接的工艺稳定性。如今激光焊接应用于汽车车身生产已经成为一种趋势,采用激光焊接不仅可以降低车身重量、提高车身的装配精度,同时还能大大加强车身的强度,在用户享受舒适的同时,为其提供更高的安全保障。汽车配件激光焊接机采用机器人智能化操作,通过准直镜准直平行光,聚焦于工件上实施焊接的一种激光设备。搭配简便式万向仪器,可以对大型模具难以接近的焊接精密部位,实行柔性传输非接触焊接,具有更大的灵活操作性。

展览机器:
手持式自动送丝光纤激光焊接机
产品概述:采用新一代激光发生器,配有我公司研制的摆动焊接头。具有操作简单、焊缝美观、焊接速度快等优点。适用于铝材、不锈钢、铝合金板、碳钢、镀锌板、电解板等金属材料的焊接,可以替代传统的氩弧焊、电弧焊等工艺。广泛应用于航空航天、汽车制造、家用电器、家具、厨具、钣金、五金、电子、机械、生物医疗、广告、工艺品等领域。

中频逆变直流点(凸)焊机
产品概述:中频逆变直流点(凸)焊机是将工频(50Hz)交流变换为中频(1000Hz)直流输出,时间分辨率比工频提高,控制精度也提高,且输出电流不受次级输出回路变化影响,热效率较高,输出功率很大,焊接质量也更好。与传统交流焊机相比,逆变中频直流焊接将高效、节能与一身,是电阻焊接领域的一个技术革命突破。特别适合于铝、铜、镀锌板、碳钢、铜、镍、钨等金属材料及高温漆包线、软连接、电感线圈、螺母螺栓的焊接,并可实现板与板,金属线网,板与凸焊螺母、螺柱的凸焊焊接。广泛应用于航空航天、军工、汽车制造、新能源动力电池、光电通讯、电光源、电机、五金、钣金、电子电器、家具、厨具等领域的金属产品焊接。


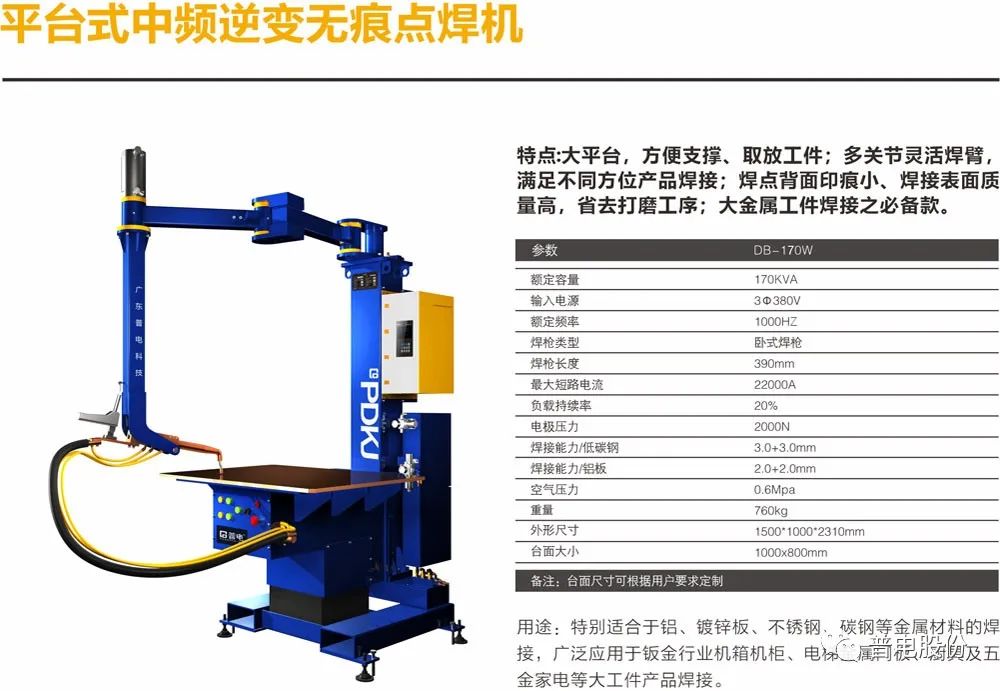
平台式中频逆变无痕点焊机
产品概述:
平台式中频逆变无痕点焊机是我司开发的一种全新概念的点焊机,该产品已通过中国知识产权局专利认证,获得中国CCC认证及出口CE认证。主要应用在钣金行业机箱机柜、电梯行业金属门板、五金家电等行业之金属大工件产品的焊接。适用于铝、镀锌板、不锈钢、碳钢等金属材料的焊接,性能好、焊接品质高。广泛应用于钣金、电梯行业、家用电器、五金家具、厨具、机械、通信电气等制造领域。
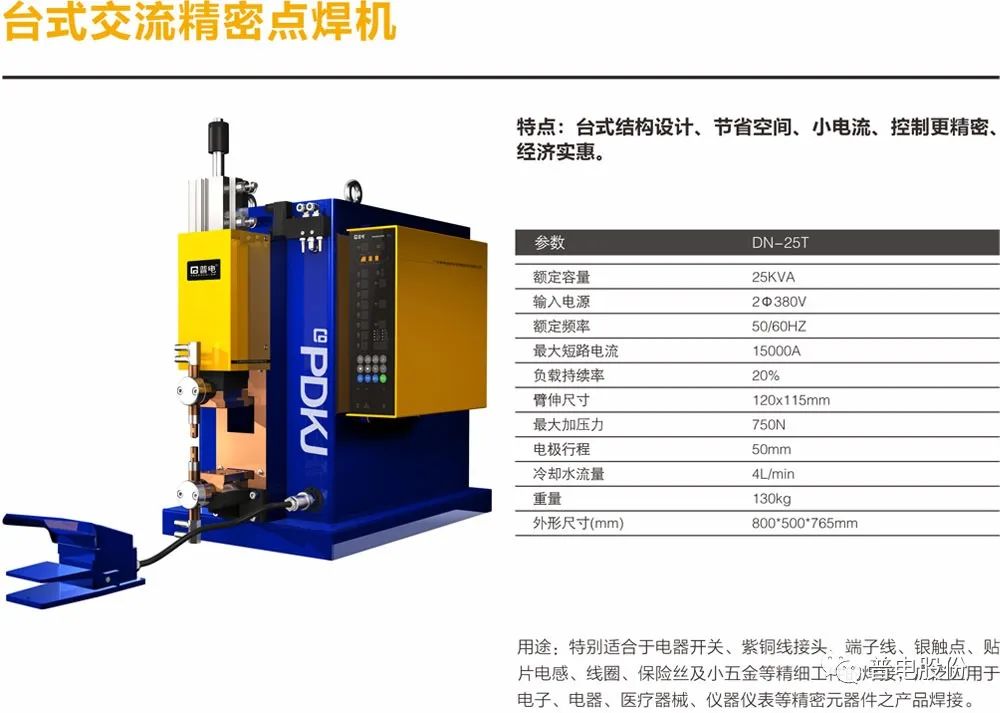
台式精密点焊机
产品概述:
台式精密点焊机特别适合于电器开关、紫铜线接头、端子线、线束线缆、银触点、贴片电感、线圈、保险丝及小五金等精细工件的焊接。广泛应用于电子、电器、医疗器械、仪器仪表等精密元器件产品焊接。

机器人集成光纤激光焊接工作站
产品概述:
双工位机器人激光焊接工作站,6轴机器人、激光器、固定工作台集成。适合各类大型钣金件、复杂零件的自动焊接,缝焊、穿透焊。

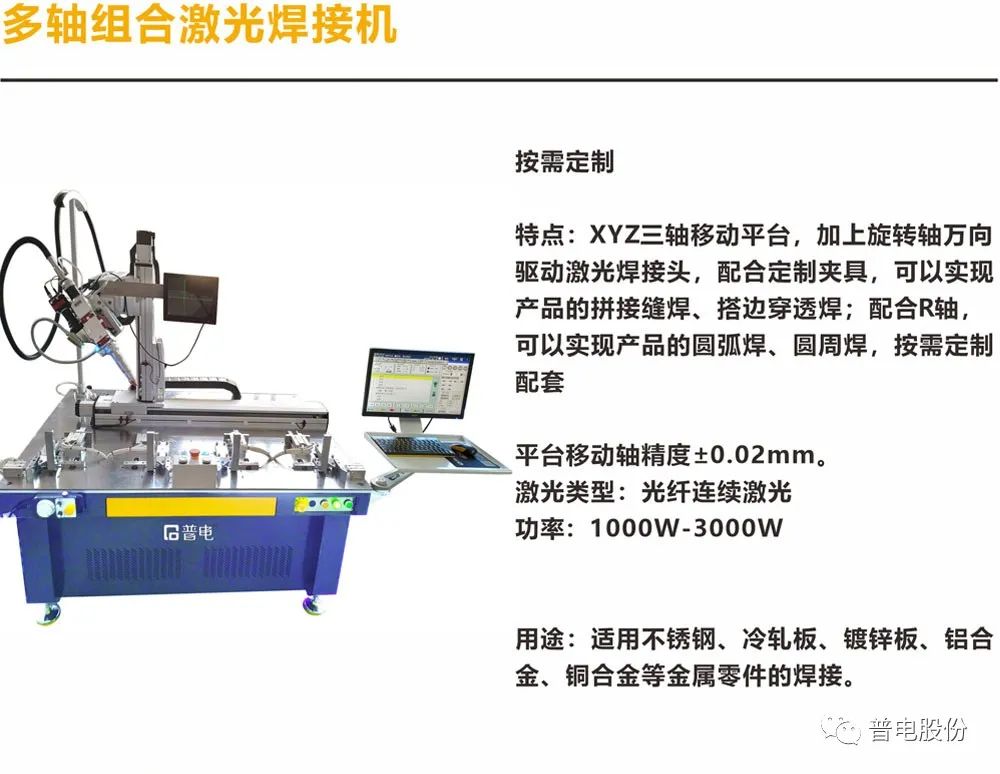
多轴组合激光焊接机
产品概述:XYZ三轴移动平台,加上旋转轴万向驱动激光焊接头,配合定制夹具,可以实现产品的拼接缝焊、搭边穿透焊;配合R轴,可以实现产品的圆弧焊、圆周焊,按需定制配套。适用不锈钢、冷轧板、镀锌板、铝合金、铜合金等金属零件的焊接。
END

扫一扫二维码,关注普电科技。
官网:www.gd-pw.com
全国服务热线:400-088-2398