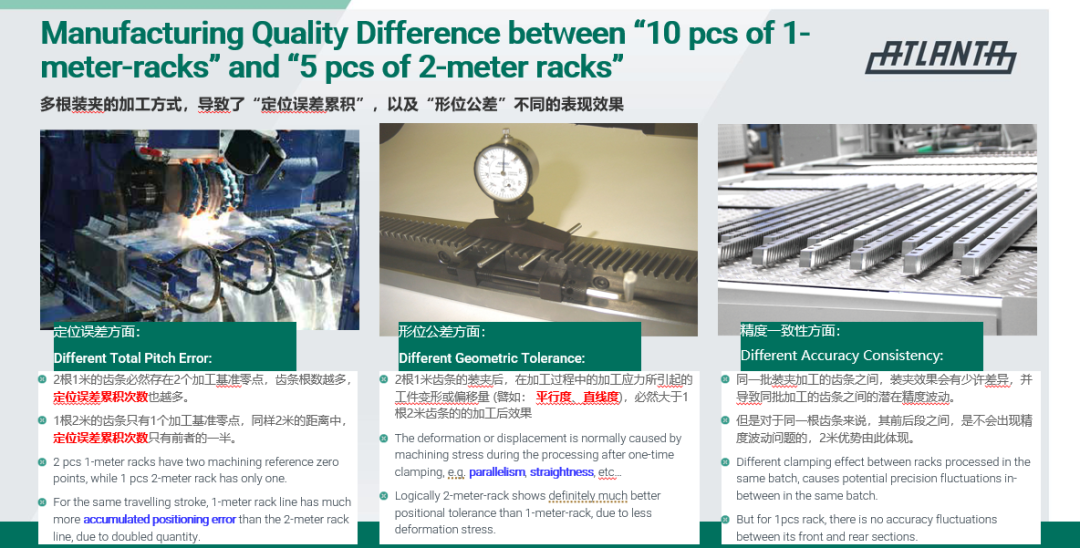
显而易见的第一条理由:装配精度的显著改善
从最基本的机械加工工艺出发,我们可以达成一个共识:“一次装夹,多次加工”有助于显著提供机械零部件的加工精度。
在齿条生产方面,这条黄金法则同样有效。正因为如此,所以当您翻开亚特兰的齿条样本时就会发现:
- 一根1米长度的6级精度齿条的齿节距误差在±34μm/1000mm
- 一根2米长度的6级精度齿条的齿节距误差却是±44μm/2000mm, 换算成1米长度的话,仅仅为±22μm/1000mm
- 与此同时,一根0.5米长度的6级精度齿条的齿节距误差却达到±32μm/500mm, 同样换算成1米长度的话,达到±64μm/1000mm

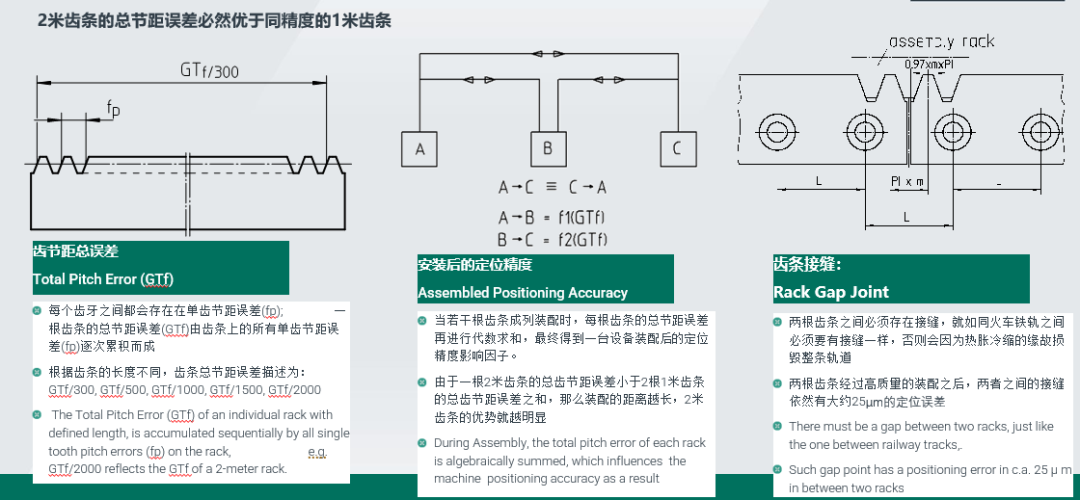
其中道理极为简单,当齿条半成品毛坯被装夹在加工机床后,其基本零点一旦锁死确定,那么,机床能加工的范围越长,就越能改善齿条每单位长度上的齿节距误差,形位公差,以及精度一致性。
不仅如此,当我们考虑到每根齿条之间的接缝也会产生大约±25μm公差时,2米齿条的优势就更加明显了。
以一台12米的龙门机床的齿条铺设工况为例:
- 如果采用1米齿条,一共需120根1米齿条,同时产生了11个接缝,那么在总行程长度上,其极端总误差=34*12+25*11=683μm
- 如果采用2米齿条,一共需要6根2米齿条,同时产生5个接缝, 那么此时极端总误差就会剧降为389μm,只有1米齿条组的一半
- 如果采用0.5米齿条,一共需要24根0.5米齿条,同时产生23个接缝,此时,极端总误差则陡升为1343μm,是1米齿条组的2倍还多

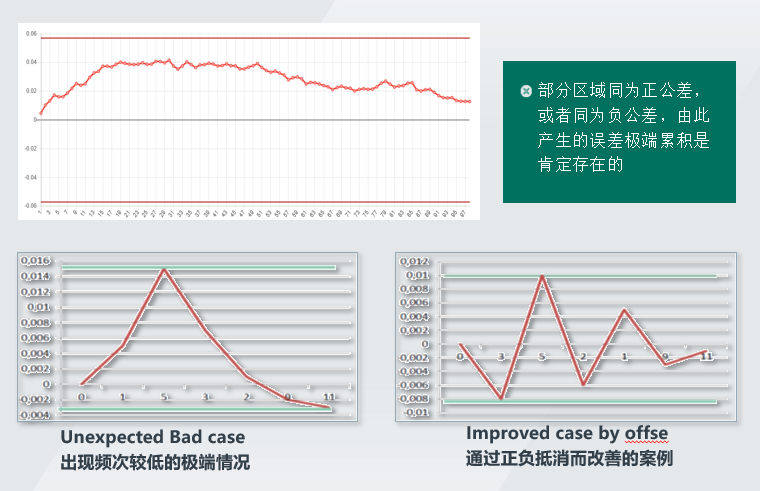
当然,由于我们讨论的是极端情况,实际情况不会如此糟糕,但是在齿条盲选盲装的时代,不排除在齿条装配长度方向上的部分区域,会连续出现同为正公差,或者同为负公差的若干根齿条,从而造成部分加工区域内定位精度严重超差。此时,2米齿条带来的齿节距误差的原生改善,以及接缝减少带来的衍生改善,虽不能根治这种顽症,但会大大减轻这种情况产生的概率。
由此可见,假如装配长度一定,那么,使用N根2米齿条所带来的定位精度,必然会远远优于使用2N根1米同级齿条的效果。