
同样是把卷料切成板材,横剪线和飞剪线的报价、产能、适用场景却大相径庭。很多工厂在选型时搞混这两条线,要么买贵了、要么买错了,等到产线跑起来才发现踩了坑。作为玛哈特矫平机厂家,我们服务了超过500家制造业客户,今天用最直接的方式把这个问题说清楚。
一、两条线的核心逻辑不同
1
全程无缝衔接
玛哈特开卷矫平横剪落料线的核心逻辑是:停下来再剪。
卷料开卷 → 精密矫平 → 伺服定长送料 → 机械闸刀停机剪切 → 自动堆垛收料。每一刀下去,板材是静止的,这就是横剪线精度高的根本原因——静态剪切天然精度优先。


2
效率提升
玛哈特开卷矫平飞剪落料线的核心逻辑是:不停机边走边剪。
卷料持续高速送进,剪刀跟着板材同步运动完成剪切,剪完再回位,循环往复。板材全程不停机,这是飞剪线速度快的根本原因——运动剪切天然效率优先。


这一个停、一个不停,决定了两条线后面所有的参数差异和场景区别。
二、参数对比:数字会说话
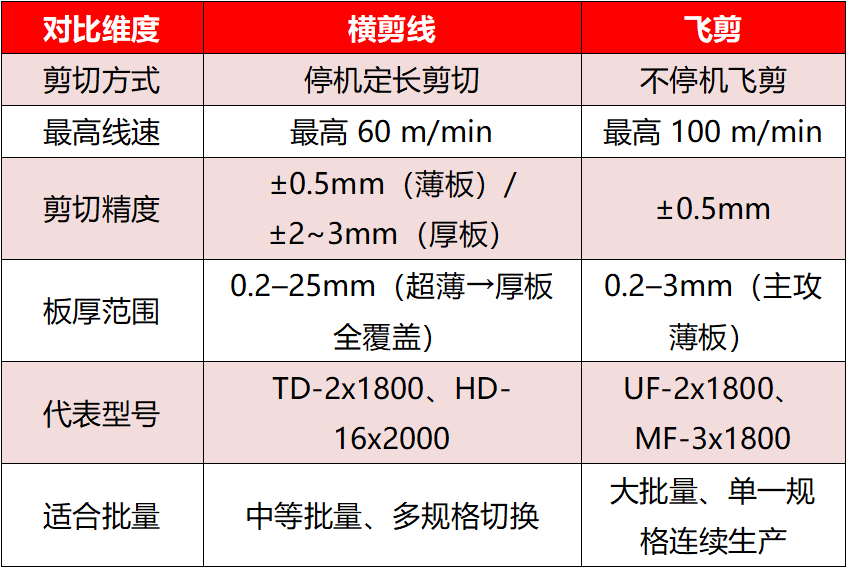
玛哈特横剪线全系覆盖0.2mm超薄板到25mm厚钢板,共18个标准型号(UD/TD/MD/HD四大系列),剪切频次最高100次/分钟。飞剪线则聚焦0.2–3mm薄板高速落料,线速最高100m/min,剪切频次最高250次/分钟,是薄板大批量生产的效率天花板。
三、适用场景:用对才是核心竞争力
1
横剪线更适合这些场景:
精密电气柜、汽车零部件、轨道交通钢结构、工程机械板材——这类产品对尺寸精度要求高,规格品种多,换批频繁。玛哈特全自动整线成型方案中的横剪线内置MES接口,可与ERP无缝对接,每换一个规格系统自动调用对应工艺参数,无需人工反复调试,是精密矫平机配套自动化产线的标配选择。
2
飞剪线更适合这些场景:
家电面板、汽车冲压毛坯、建材钢板、电梯门板——材料规格相对固定,日产量大,生产节奏高度连续。玛哈特飞剪落料线搭载伺服驱动精密定尺系统,精度稳定在±0.5mm,不停机剪切让产线利用率大幅提升。对新能源汽车电池托盘落料线这类高产量场景而言,飞剪线的综合产能优势尤为突出。




3
一句话选型原则:
厚板 / 多规格 / 精度优先 → 选横剪线
薄板 / 单规格 / 产量优先 → 选飞剪线
四、两条线背后,都需要矫平机”打底”
不管是横剪线还是飞剪线,影响最终板材质量的关键环节往往不是剪切本身,而是矫平。

卷料在料架上存放多时,开卷后必然存在波浪边、C翘、镰刀弯等缺陷。矫平不到位,后续剪切精度再高也是白搭——尺寸合格,但板材平面度差,下游冲压、折弯、激光切割照样出废品。
玛哈特御系列伺服液压矫平机配套横剪线,伺服闭环控制矫平间隙,换料参数一键调用,平面度稳定在0.1mm/m²级别。玛哈特智慧超矫技术内置激光三维检测,实时感知板材状态并自动修正,真正实现矫平+剪切的一体化品质管控。
这也是比亚迪、宁德时代、中联重科等头部客户选择玛哈特智慧工厂解决方案的核心原因——他们要的不只是一台剪切机,而是从开卷到落料的全流程精度保障。
五、选型建议:三个问题先想清楚
① 你的主要板厚是多少?
超过3mm,直接排除飞剪线,横剪线才能覆盖全厚度范围。
② 每天要切多少吨/多少米?
如果日产量超过50吨且规格固定,飞剪线的效率优势才能真正体现;中小批量多规格场景,横剪线的灵活性更有价值。
③ 后续工序对平面度要求有多高?
去激光切割、精密冲压的板料,必须配高精度矫平机;普通钢结构件对平面度要求相对宽松,可选配性价比更高的标准矫平机。
结语
当人力越来越贵、交期越来越短,”一人管一条线”正从概念变成中小工厂的实际标配。玛哈特在全国拥有26个营销网点,支持寄样测试与上门方案定制——你要做的第一步,是先看看自己的车间,每天到底有多少时间花在了”等”和”搬”上。