MFC《金属板材成形》杂志简介《金属板材成形》是 MFC金属板材成形咨询(北京)有限公司打造的新型综合媒体平台,旗下有金属板材成形”服务号、“金属板材成形之家@今日头条”、《中国金属板材成形网》、MFC-冲压联盟名家直播(千聊平台)、MFC1.6万人群友通讯录,以及在百度百家、腾讯、搜狐、知乎等平台开设的原创资讯账号。
这是 金属板材成形之家 发布的第173 篇文章!
视觉教材系列第4弹“冷间锻造模具篇”
介绍螺旋式齿轮成形情况
MFC《金属板材成形》杂志简介《金属板材成形》是 MFC金属板材成形咨询(北京)有限公司打造的新型综合媒体平台,旗下有金属板材成形”服务号、“金属板材成形之家@今日头条”、《中国金属板材成形网》、MFC-冲压联盟名家直播(千聊平台)、MFC1.6万人群友通讯录,以及在百度百家、腾讯、搜狐、知乎等平台开设的原创资讯账号。
这是 金属板材成形之家 发布的第173 篇文章!
视觉教材系列第4弹“冷间锻造模具篇”
介绍螺旋式齿轮成形情况
MFC《金属板材成形》杂志简介《金属板材成形》是 MFC金属板材成形咨询(北京)有限公司打造的新型综合媒体平台,旗下有金属板材成形”服务号、“金属板材成形之家@今日头条”、《中国金属板材成形网》、MFC-冲压联盟名家直播(千聊平台)、MFC1.6万人群友通讯录,以及在百度百家、腾讯、搜狐、知乎等平台开设的原创资讯账号。
这是 金属板材成形之家 发布的第172 篇文章!
冲压模具技术讲座 第4讲
小孔冲孔凸模・凹模的设计
凸模的设计
为了进行保护,冲孔凸模如【图1】所示,采用了通过卸料板对凸模前端进行导向(凸模导向)以防止凸模破损的对策。
凸模尺寸中P与B的关系,以B≤10P为设计准绳。
小孔凸模中,随着B尺寸变短,凸模导向亦随之愈加困难。
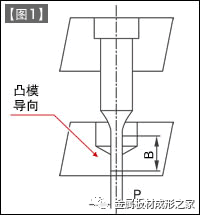
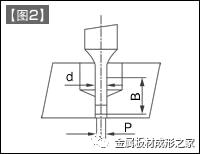
凸模前端导向长度的设定条件:导向长度 ≥ 凸模直径。
此外,凸模与卸料板孔的单边间隙0.003以上。
其设计原理是参考不发生油膜断裂的最小间隙0.003。当然,对凸模侧面进行抛光加工也是可行的。
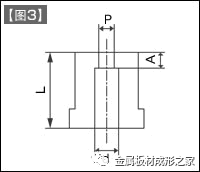
凹模的设计
凹模设计的要点是避免冲裁废料积留在凹模孔内。
其要点的问题症结在于,所需的落料力之大,同时相抵触的冲压力之多
■参阅【图3】
作为对策,应尽可能缩短刃口长度(A)。如果可能的话,应以逐一单片落料为设计理念。
原则上,落料孔(d寸)相对于P寸,应谨防尺寸悬殊。同时,若缩小d寸,凹模长度(L)亦应相应缩短。防堵塞对策。
配合间隙要大于常规间隙,以降低冲压加工力。
在小径孔加工时,若采用常规间隙加工,则会使冲压面拉长。同时亦是冲裁废料留积凹模的原因。
MFC《金属板材成形》杂志简介《金属板材成形》是 MFC金属板材成形咨询(北京)有限公司打造的新型综合媒体平台,旗下有金属板材成形”服务号、“金属板材成形之家@今日头条”、《中国金属板材成形网》、MFC-冲压联盟名家直播(千聊平台)、MFC1.6万人群友通讯录,以及在百度百家、腾讯、搜狐、知乎等平台开设的原创资讯账号。
这是 金属板材成形之家 发布的第171 篇文章!
视觉教材系列第3弹 “射出成形模具篇”
介绍调整模具温度的技巧
2018年3月19日,《金属板材成形》杂志来到江苏银河电子股份有限公司总部,热情的机箱产品事业部李侠副总经理带我们参观了银河电子的各个生产车间,共同探讨了整个钣金加工行业的现状和未来发展前景。

银河电子李侠&《金属板材成形》王思杰

银河电子车间工厂

银河电子总部

江苏银河电子股份有限公司总部位于江苏省张家港市,前身始创于1975年,现已发展成为一家综合型企业集团(股票代码002519),公司旗下业务涵盖新能源电动汽车关键零部件、国防军工特种装备以及数字电视智能终端设备等多个领域,市场覆盖全球多个国家和地区。公司净资产近40亿元,年营业收入20亿元,整体实力突出。
银河是国家重点高新技术企业,在公司总部、南京、合肥、福州、洛阳、深圳等地设立了多个不同领域的研发中心,围绕军工装备智能机电控制、新能源电动汽车充电/空调等关键零部件、数字电视智能终端以及智能制造等多个领域,进行长期、系统的研发。

银河在张家港、合肥、福州、洛阳等地拥有多个产业基地,成功打造了围绕新能源汽车关键零部件、军工装备和数字电视智能终端等业务为主的多个高端装备制造产业园集群。




近几年,公司积极对各产业基地进行智能化改造,提升现代化制造能力,整体智能制造水平在国内居于领先地位,先后通过ISO9001/TS16949质量管理体系、ISO14001环境管理体系、OHSAS18000职业健康安全管理体系等多项认证,具有系统完善的生产管理流程和优良的品质保障。




未来几年,银河将聚焦新能源电动汽车和国防军工装备行业,不断加大投入,从研发、制造、市场、品牌等方面进一步提升核心竞争力,以内生外延多种方式,进一步壮大规模,打造成以新能源电动汽车关键零部件为主,集国防军工特种装备、数字电视智能终端等多个业务为一体的超大型企业集团。
MFC《金属板材成形》杂志简介《金属板材成形》是 MFC金属板材成形咨询(北京)有限公司打造的新型综合媒体平台,旗下有金属板材成形”服务号、“金属板材成形之家@今日头条”、《中国金属板材成形网》、MFC-冲压联盟名家直播(千聊平台)、MFC1.6万人群友通讯录,以及在百度百家、腾讯、搜狐、知乎等平台开设的原创资讯账号。
这是 金属板材成形之家 发布的第169 篇文章!
力自动顺序 汇款型篇 样本影像 <视觉教材系列第2弹>
MFC《金属板材成形》杂志简介《金属板材成形》是 MFC金属板材成形咨询(北京)有限公司打造的新型综合媒体平台,旗下有金属板材成形”服务号、“金属板材成形之家@今日头条”、《中国金属板材成形网》、MFC-冲压联盟名家直播(千聊平台)、MFC1.6万人群友通讯录,以及在百度百家、腾讯、搜狐、知乎等平台开设的原创资讯账号。
这是 金属板材成形之家 发布的第168 篇文章!
冲压加工的基础技术 <视觉教材系列>
MFC《金属板材成形》杂志简介《金属板材成形》是 MFC金属板材成形咨询(北京)有限公司打造的新型综合媒体平台,旗下有金属板材成形”服务号、“金属板材成形之家@今日头条”、《中国金属板材成形网》、MFC-冲压联盟名家直播(千聊平台)、MFC1.6万人群友通讯录,以及在百度百家、腾讯、搜狐、知乎等平台开设的原创资讯账号。
这是 金属板材成形之家 发布的第167 篇文章!
废料回跳是指冲裁废料未停留在凹模上、而是升至凹模表面的不良现象。毛刺对策虽然改善了冲裁效果,但同时也减弱了冲裁废料与凹模侧面的摩擦力,导致易产生废料回跳。
废料回跳的原因
以上为主要原因。此外还存在磁性、回弹等因素,但影响都比较小。
附油的原因
附着于材料表面的加工油,使凸模下表面与材料紧密贴合,阻碍周围的空气流入,材料被吊起。
油着対策
・对材料的供油在凹模面多给、凸模面少给。
・在凸模下表面(与材料的接触面)设置让位,减小接触面积。
・设置空气孔,吹少量空气。(可与上述让位同时采用)
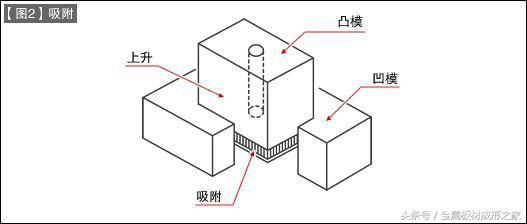
吸附的原因
在加工完成、凸模复位的工序中,凹模成为气缸、凹模内的材料作为底部、凸模成为活塞,材料与凸模下表面之间产生减压,材料被吸上去。
吸附对策
・由于减压与凸模速度成正比,所以可降低加工spm。
・开吸气孔。
※设置卸料螺钉、强制控制废料回跳的方法对任何原因的废料回跳均有效。本讲座只对除这种方法之外的其他的可能有效的对策进行了介绍。
MFC《金属板材成形》杂志简介《金属板材成形》是 MFC金属板材成形咨询(北京)有限公司打造的新型综合媒体平台,旗下有金属板材成形”服务号、“金属板材成形之家@今日头条”、《中国金属板材成形网》、MFC-冲压联盟名家直播(千聊平台)、MFC1.6万人群友通讯录,以及在百度百家、腾讯、搜狐、知乎等平台开设的原创资讯账号。
这是 金属板材成形之家 发布的第166 篇文章!
MFC《金属板材成形》杂志简介《金属板材成形》是 MFC金属板材成形咨询(北京)有限公司打造的新型综合媒体平台,旗下有金属板材成形”服务号、“金属板材成形之家@今日头条”、《中国金属板材成形网》、MFC-冲压联盟名家直播(千聊平台)、MFC1.6万人群友通讯录,以及在百度百家、腾讯、搜狐、知乎等平台开设的原创资讯账号。
这是 金属板材成形之家 发布的第165篇文章!

在冲压加工中冲切毛刺的增大最快,因此可认为模具维护周期由毛刺的高度决定。相应地,可以设定恰当的冲切间隙为前提,通过观察冲切加工部位可在一定程度上对模具寿命进行判断。当冲切形状有尖角时容易出现崩刀,因此毛刺出现较早。
众所周知,作为解决毛刺的措施可采用使角度变钝的方法。凸模、凹模的模具材料按照SKS→SKD→粉末高速钢→硬质合金的顺序,模具寿命逐渐增长。即使采用的是相同材质,当凸模、凹模的表面粗糙度较好时可延长寿命,此外还会因润滑情况而出现差异。废料的落料方式接近于切屑堆积状态时,寿命会缩短。
此外,模架的导向或卸料板导向(副导向)等也会影响模具的刚性及模具的动态精度。
模具寿命可分为维护寿命(研磨周期)和总寿命。总寿命是可以说是由历次维护寿命之和构成的,但根据模具的结构不同,有些时候很难判断模具的总寿命。对于整体式模具来说,每次研磨时板都会变薄,因此很容易判断模具的总寿命。
对于嵌件式模具来说,仅需对嵌件部分进行再次研磨并调整水平后即可继续使用,当寿命到期时只需更换嵌件部分。同样,当副导向等发生磨损时,也只需更换发生了磨损的零部件。如此不断反复,很难达到模具的总寿命。
对于这样的模具,怎样判断其总寿命需要通过观察板来判断。关注目标为嵌件孔的松动、板的变形。当嵌件孔因变形或磨损而导致出现松动而无法保证嵌件的位置精度时,这就已到达使用寿命。
在板的变形方面,每次进行冲压加工时,尽管变形量很小,但模具仍会产生弹性变形。当长时间使用模具时,这种变形会残留在板内。当处于这种状态时,即使装入新的嵌件,也无法加工之前那样的件数。
当出现这种维护寿命也无法满足生产要求的情况时,可以判断已到达总寿命。当考虑板寿命时,如果希望获得长寿命,则采用较厚的板、进行淬火,如果短寿命即可满足要求时,采用淬火但较薄的板,或者在未经淬火的板上安装嵌件的方式。副导向也是一样的。
当希望获得长寿命时,采用导套,当生产量较小时,直接利用板上的孔位作为导柱的孔。
模具可分为用于少量生产或大量生产,多种多样。保证质量、寿命适当的模具制作是非常难的。特别是用于少量生产的模具由于制作费用有限,制作难度更大。
MFC《金属板材成形》杂志简介《金属板材成形》是 MFC金属板材成形咨询(北京)有限公司打造的新型综合媒体平台,旗下有金属板材成形”服务号、“金属板材成形之家@今日头条”、《中国金属板材成形网》、MFC-冲压联盟名家直播(千聊平台)、MFC1.6万人群友通讯录,以及在百度百家、腾讯、搜狐、知乎等平台开设的原创资讯账号。
这是 金属板材成形之家 发布的第164篇文章!
目前汽车行业节奏越来越快,新车型的生准周期越来越短,多工位的高柔性和高生产率因此也备受行业青睐,而为了充分发挥多工位的高生产率,需要在零件的生产工艺上进行充分研究。本文通过对多工位左右前地板的生产工艺研究,得到一模双件(输方向)产的新生产方式,希望对为国内大型多工位生产线生产工艺提供帮助。
1 传统生产工艺
如图1为某车型左右前地板零件。左右前地板零件尺寸较大,单件尺寸(1250*600*160)mm,拉延深度较深,局部起伏较大。因多工位对料片最大尺寸限制,如图2所示。考虑拉延工艺补充部分以及模具结构布置要求,因此传统生产方式采用单件生产。

图1 汽车左右前地板零件
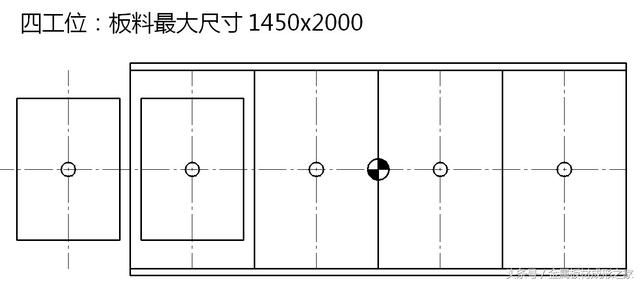
图2 多工位板料最大尺寸要求
单件生产时需要对两侧进行工艺补充,经分析,可以达到成型要求。确认4工序内容为:拉延、修边侧修边、翻边侧翻边侧冲孔,如图3所示。因需要考虑四角夹件,因此需要在四角留有至少30*30mm的夹持平面。经分析确认,板料采用(1400*750)mm 方料,材料利用率=(零件净重)4.2877KG /(板料重量 )5.769KG =74.3%。
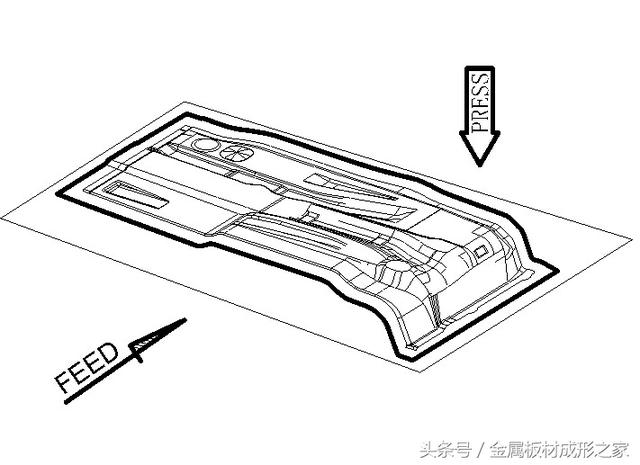
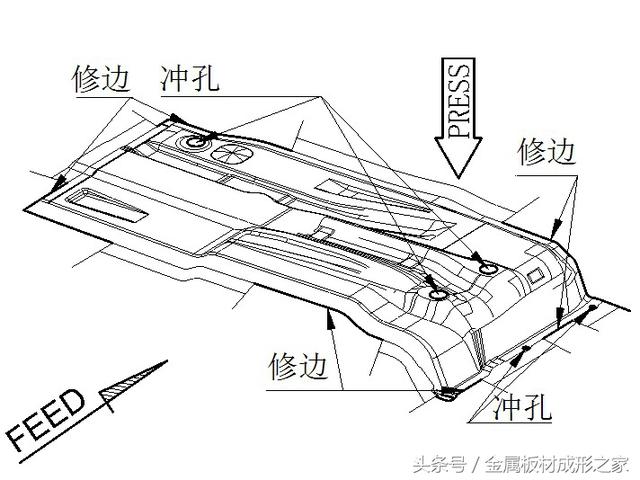
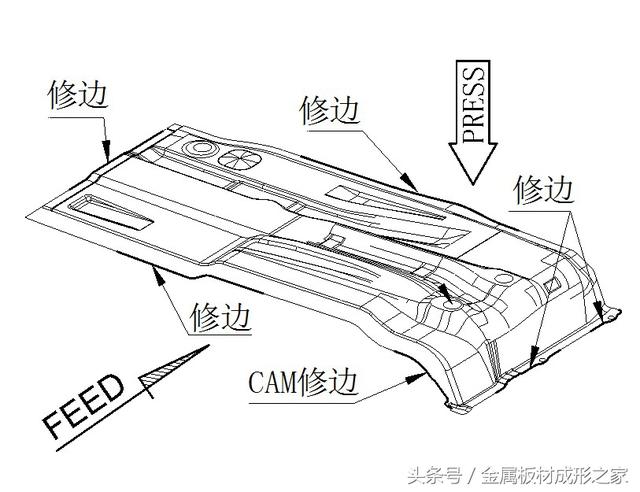
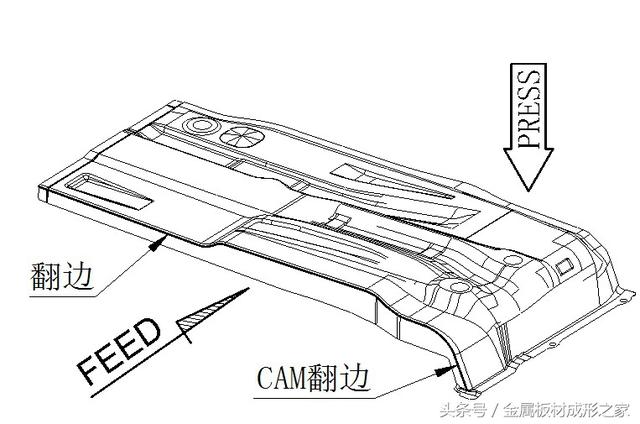
图3 单件工艺分布图
2 新型生产工艺
2.1成型性分析
为了提升生产效率,左右前地板在多工位上首次采用一模两件(传输方向)生产方式,如要采用这种形式,就必须对整体尺寸进行充分优化,首先选择在平面部分对接,中间连接最小间隙选择20mm,翻边补充部分取消,以板料法兰边和翻边平面作为压料面,充分减少工艺补充。经分析对比,板料局部起皱趋势较单件基本一致,减薄率有所增加但可接受,成型充分,可以达到成型要求。对比分析结果如图4所示。
单件
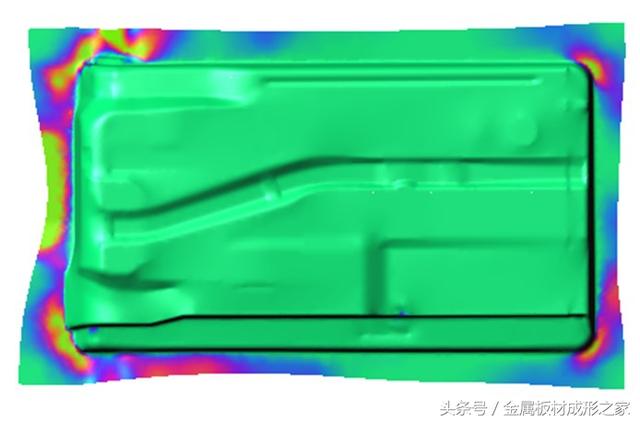
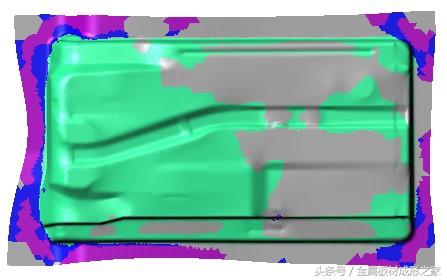
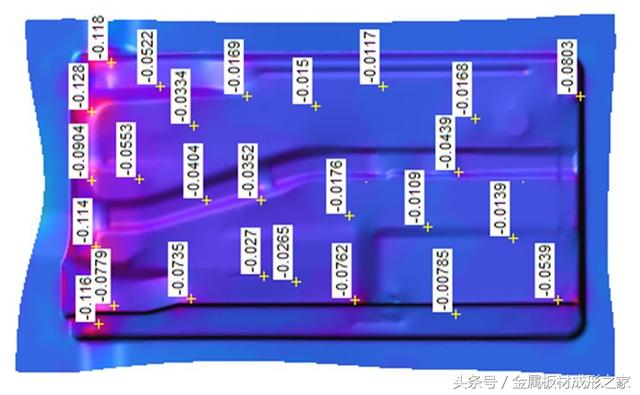
一模两件
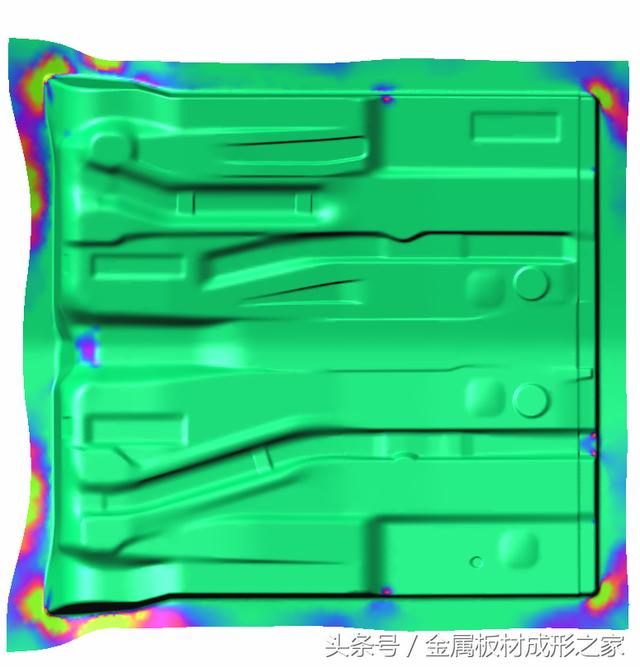
板料起皱趋势

到底前5mm
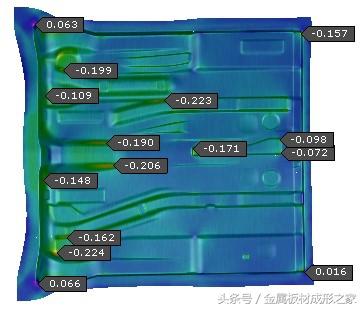
减薄率分析
2 2工序分布
合零件特点和工艺分析结果,确认4工序内容为:拉延、修边冲孔、翻边整形、修边分离冲孔侧冲孔。如图5所示。经分析,采用材料利用率(1380*138*1240)mm 梯形料,材料利用率=(零件净重)4.2877KG*2/(板料重量)9.93KG=86.3%
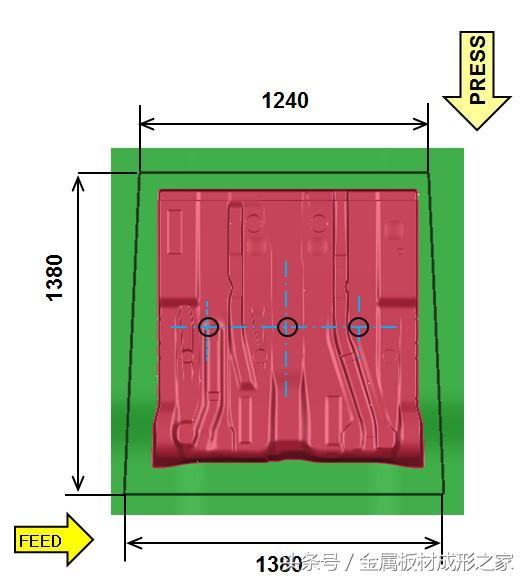
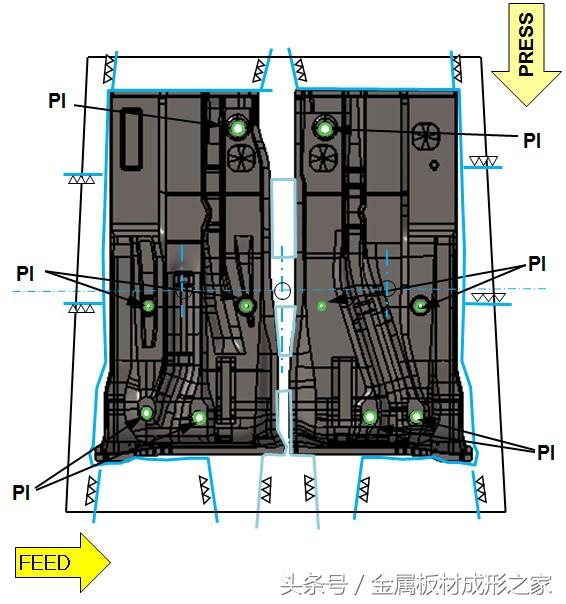
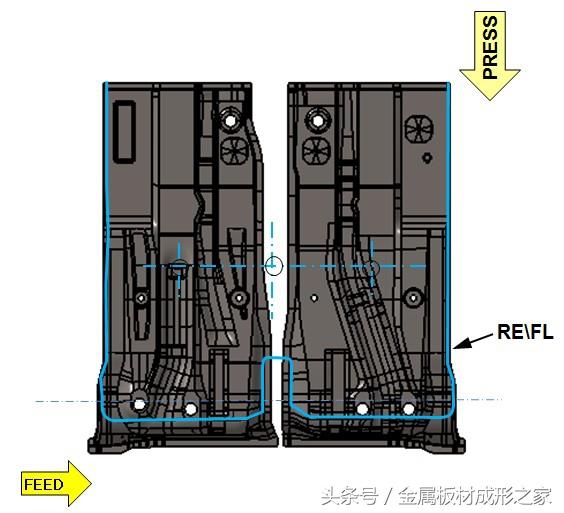

图4 一模两件工艺分布图
3 3模具结构
因模具尺寸要求限制,一模两件生产结构需要采用特殊布置。这里主要是拉延结构的选取,因板料最大尺寸为1380mm,而模具最大允许宽度为1750mm,因此单边距离剩余185mm,因此需要谨慎布置。如图5所示。采用插入式导板,压边圈局部深度较深处做镶块,上模也同样做成镶块式,布置四处托起块,每个托起块都增加磁铁,防止托起后零件不稳定,局部模拟起皱区域增加刺破,增加翻转托料定位架,保证板料不翘曲。
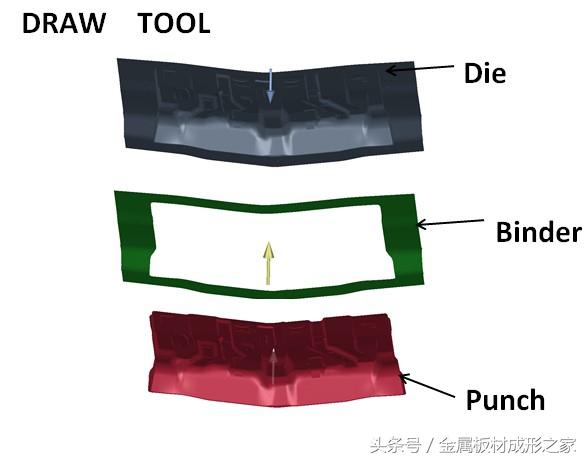
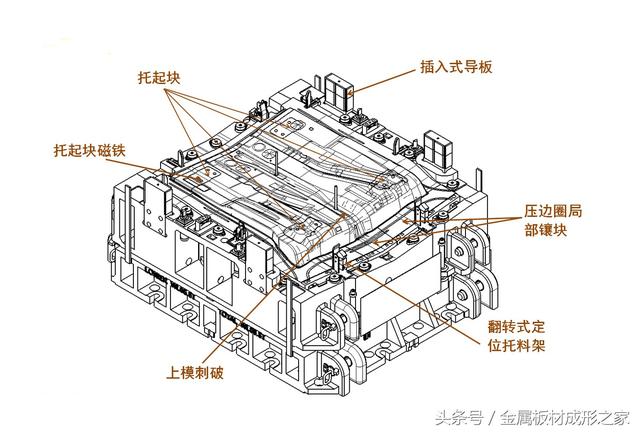
图5 OP10拉延模具结构示意图
3 4夹钳传输
左右前地板因尺寸较大,板料和零件在传输过程中容易塌腰,为了提高零件传输稳定性,每序上必须对单个零件进行双夹钳夹持。最后一序分离工位,模具传感器和夹钳传感器也必须分开布置,以保证两个零件的传输。如图6所示。


图6 夹钳夹持点和最后一序分离夹件
4 结论
多工位生产工艺是汽车产业飞速发展快速响应的新型工艺手段,此技术已成为车身冲压件快速制造的保证。多工位生产可以大大提高车身工艺装备产品的质量,缩短工期,降低成本。[2]本文通过对左右前地板生产的研究,提供了新型一模双件(传输方向)的生产方式,左右前地板材料利用率提升了12%,生产效率提升了一倍,减少了30%的模具投资,节省了存放面积,减少了换模时间和停机时间,是一种一举多得的生产方式,希望为多工位快速生产提供新的思路。